
Page 255 - Welder - TP - Kannada
P. 255
ಕೆಲ್ಸದ ಅನುಕ್್ರಿ ಮ (Job Sequence)
1 ರೇಖಾಚಿತ್್ರ ದ ಪ್ರ ಕಾರ ಹಾಳೆಗಳನ್ನು ಕತ್್ತ ರಿಸಿ. 13 ಸರಿಯಾದ ಲ್ಗ್ ಉದ್ದ ಮತು್ತ ಹಾಳೆಗಳ ಸಮಿ್ಮ ಳನಕ್ಕೆ
ಸೂಕ್ತ ವಾದ ವೆಲ್ಡ್ ಿಂಗ್ ಗನ್ / ಟ್ರ್್ಬ ಕೊಲೇನ ಮತು್ತ
2 ಹಾಳೆಗಳ ಅಿಂಚುಗಳನ್ನು ಚ್ದರಕ್ಕೆ ಪುಡಿಮಾಡಿ ಮತು್ತ ಆಕ್್ಬ ಪ್ರ ಯಾಣದ ವೇಗವನ್ನು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
ಫೈಲ್ ಮಾಡಿ.
14 ಸಿ್ಟ ಲೇಲ್ ವೈರ್ ಬ್ರ ಷ್ ಮೂಲಕ ವೆಲ್ಡ್ ಜಾಯಿಿಂಟ್ ಅನ್ನು
3 ರುಬುಬೆ ವಾಗ ಸರಳ ಕನನು ಡಕಗಳನ್ನು ಬಳಸಿ ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ.
4 ಕಾಬ್ಬನ್ ಸಿ್ಟ ಲೇಲ್ ವೈರ್ ಬ್ರ ಷ್ ಮತು್ತ ಫಿಲ್ಲಿ ಿಂಗ್ ಮೂಲಕ 15 ಸೂಕ್ತ ವಾದ ಟ್ರ್್ಬ ಕೊಲೇನ ಮತು್ತ ಆಕ್್ಬ
ಹಾಳೆಗಳ ಮೇಲ್್ಮ ರೈಯನ್ನು ಡಿಬರ್್ಬ ಮಾಡಿ ಮತು್ತ ಪ್ರ ಯಾಣದಿಂದಿಗೆ ಉತ್್ತ ಮ ಒಳಹೊಕುಕೆ ಮತು್ತ ಎ
ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ. ಮತು್ತ ಸಿ ಹಾಳೆಗಳ ಸಮಿ್ಮ ಳನವನ್ನು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
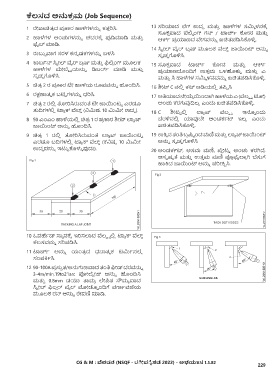
5 ಚಿತ್್ರ 2 ರ ಪ್ರ ಕಾರ ಟಿಲೇ ಹಾಳೆಯ ರೂಪವನ್ನು ಹೊಿಂದಿಸಿ. 16 ಶಲೇಟ್ C ನಲ್ಲಿ ಕಟ್ ಅಡಿಯಲ್ಲಿ ತ್ಪ್್ಪ ಸಿ
6 ರಕ್ಷಣಾತ್್ಮ ಕ ಬಟ್್ಟ ಗಳನ್ನು ಧ್ರಿಸಿ. 17 ಅತಿಯಾದ ನೇಯ್್ಗ ಯಿಿಂದ್ಗಿ ಹಾಳೆಯ ಎ (ವೆಲಡ್ ನು ಟಲೇ)
7 ಚಿತ್್ರ 2 ರಲ್ಲಿ ತಲೇರಿಸಿರುವಂತೆ ಟಿಲೇ ಜಾಯಿಿಂಟ್ನು ಎರಡೂ ಅಿಂಚು ಕರಗುವುದಿಲಲಿ ಎಿಂದು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
ತುದಿಗಳಲ್ಲಿ ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ (ನಿಮಿಷ. 10 ಮಿಮಿಲೇ ಉದ್ದ ). 18 C ಶಲೇಟ್ನು ಲ್ಲಿ ಲಾಯಾ ಪ್ ವೆಲಡ್ ನು ಇನನು ಿಂದು
8 50 ಎಿಂಎಿಂ ಹಾಳೆಯಲ್ಲಿ ಚಿತ್್ರ 1 ರ ಪ್ರ ಕಾರ ಶಲೇಟ್ ಲಾಯಾ ಪ್ ಬೆರಳಿನಲ್ಲಿ ಯಾವುದೇ ಅಿಂಡಕ್ಬಟ್ ಇಲಲಿ ಎಿಂದು
ಜಾಯಿಿಂಟ್ ಅನ್ನು ಹೊಿಂದಿಸಿ. ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
9 ಚಿತ್್ರ 1 ರಲ್ಲಿ ತಲೇರಿಸಿರುವಂತೆ ಲಾಯಾ ಪ್ ಜಾಯಿಿಂಟ್ನು 19 ಉಕ್ಕೆ ನ ತಂತಿ ಬ್ರ ಷ್ನು ಿಂದ ಮಣಿ ಮತು್ತ ಲಾಯಾ ಪ್ ಜಾಯಿಿಂಟ್
ಎರಡೂ ಬದಿಗಳಲ್ಲಿ ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ (ಕನಿಷ್ಠ 10 ಮಿಮಿಲೇ ಅನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ
ಉದ್ದ ವನ್ನು ಇಟ್್ಟ ಕೊಳುಳಿ ವುದು). 20 ಅಿಂಡಕ್ಬಟ್, ಅಸಮ ಮಣಿ, ಪ್ಲಿ ಲೇಟ್ನು ಅಿಂಚು ಕರಗಿದೆ,
ಅಸ್ಪ ಷ್ಟ ತೆ ಮತು್ತ ಉತ್್ತ ಮ ಮಣಿ ಪ್್ರ ಫೈಲಾ್ಗ ಗಿ ಬೆಸುಗೆ
ಹಾಕ್ದ ಜಾಯಿಿಂಟ್ ಅನ್ನು ಪರಿಲೇಕ್ಷಿ ಸಿ.
10 ಓವಹೆ್ಬಡ್ ಸಾಥಾ ನಕ್ಕೆ ಇರಿಸಲಾದ ವೆಲಡ್ ನು ಲ್ಲಿ ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್
ಕ್ಲಸವನ್ನು ಸರಿಪಡಿಸಿ.
11 ಟ್ರ್್ಬ ಅನ್ನು ಯಂತ್್ರ ದ ಧ್ನಾತ್್ಮ ಕ ಟ್ಮಿ್ಬನಲ್್ಗ
ಸಂಪಕ್್ಬಸಿ.
12 90-100A ಪ್ರ ಸು್ತ ತ್/ಅನ್ಗುಣವಾದ ತಂತಿ ಫಿಲೇಡ್ ದರವನ್ನು
3-4m/min,19to21arc ವಲೇಲ್್ಟ ಲೇಜ್ ಅನ್ನು ಹೊಿಂದಿಸಿ
ಮತು್ತ 0.8mm ಡಯಾ ತಾಮ್ರ ಲೇಪ್ತ್ ಸೌಮಯಾ ವಾದ
ಸಿ್ಟ ಲೇಲ್ ಫಿಲಲಿ ರ್ ವೈರ್ ರ್ಲೇಡ್ನು ಿಂದಿಗೆ ವಗ್್ಬವಣೆಯ
ಮೂಲಕ ರನ್ ಅನ್ನು ಠೇವಣಿ ಮಾಡಿ.
CG & M : ವೆಲ್್ಡರ್ (NSQF - ರೀವೈಸ್ಡ್ 2022) - ಅಭ್ಯಾಸ 1.5.82 229