
Page 258 - Welder - TP - Kannada
P. 258
ಕೆಲ್ಸದ ಅನುಕ್ರಾ ಮ (Job Sequence)
1 ಪೈಪ್್ಗ ಳನ್ನು ನಿರ್ದಿಷ್್ಟ ಗಾತ್್ರ ಕ್ಕೆ ಕತ್್ತ ರಿಸಿ. ಗುರುತಿಸುವ ಮೂಲಕ ಶಾಖೆಯನ್ನು ತ್ಯಾರಿಸಬಹುದು
ಮತ್್ತ ಸ್ಕೆ ್ರರೈಬರ್ ಅಥವಾ ಮೊನಚಾದ ಸಿೀಮೆಸುಣ್ಣ ದ
2 90 ಕ್ಕೆ ಅಭಿವೃರ್ಧಿ ಯನ್ನು ಸಿದಧಿ ಪ್ಡಿಸಿ0ಟೀ. (ಚಿತ್್ರ 1)
ನಂತ್ರ ಸ್ಂಟರ್ ಪಂಚಿಂಗ್ ಮೂಲಕ ಶಾಖೆಯನ್ನು
ತ್ಯಾರಿಸಬಹುದು. - ಇಂಧ್ನ ಅನಿಲ ಕತ್್ತ ರಿಸುವ
ಉಪ್ಕರಣಗಳು.
6 ಕತ್್ತ ರಿಸುವ ಅಂಚುಗಳನ್ನು ಡಿಬರ್ದಿ ಮಾಡಿ ಮತ್್ತ
ಅಂಚುಗಳನ್ನು ಫೈಲ್ ಮಾಡಿ.
7 ಯಾವುದೇ ಆಕ್ಸಿ ರೈಡ್ ಕಂಡುಬಂದಲ್ಲಿ ಪೈಪ್ನು ಮೇಲ್್ಮ ರೈಯನ್ನು
ಸ್ವ ಚ್್ಛ ಗೊಳ್ಸಿ.
8 ಶಾಖೆಯ ಪೈಪ್ ಅನ್ನು ಮುಖಯಾ ಪೈಪ್ನು ಂರ್ಗೆ 90
ಕೊೀನದಲ್ಲಿ ಹೊಂರ್ಸಿ ಮತ್್ತ ಜೀಡಿಸಿ0.
9 ಅಸ್ಪ ಷ್್ಟ ತೆಯನ್ನು ನಿಯಂತಿ್ರ ಸಲು ಮತ್್ತ ನ್ಗು್ಗ ವಿಕ್ಯನ್ನು
ಪ್ಡೆಯಲು 1.5mm ರೂಟ್ ಅಂತ್ರದೊಂರ್ಗೆ ಜಂಟಯನ್ನು
ಟ್ಯಾ ಕ್-ವೆಲ್ಡ್ ಮಾಡಿ.
3 ಪೈಪ್ನು ಲ್ಲಿ ಅಭಿವೃರ್ಧಿ ಯನ್ನು ಗುರುತಿಸಿ ಮತ್್ತ ಅದಕ್ಕೆ
ಅನ್ಗುಣವಾಗಿ ಕತ್್ತ ರಿಸಿ. 10 ಚಿತ್್ರ 6 ರಲ್ಲಿ ತೀರಿಸಿರುವಂತೆ ಎಲ್ಲಿ ಪೈಪ್್ಗ ಳನ್ನು ವೆಲ್ಡ್
ಮಾಡಿ.
4 ಪೈಪ್್ಗ ಳ ಸರಿಯಾದ ಗಾತ್್ರ ವನ್ನು ಖಚಿತ್ಪ್ಡಿಸಿಕೊಳ್ಳಿ .
11 ‘ಟೀ’ ಜಾಯಿಂಟ್ ಅನ್ನು ಬೆಸುಗೆ ಹಾಕುವ ಸಮಯದಲ್ಲಿ
5 ವಿಶೇಷ್ವಾದ ಆಕ್ಸಿ -ಇಂಧ್ನ ಗಾಯಾ ಸ್ ಪ್್ರ ಫೈಲ್ಂಗ್ ಟ್ಚ್ನು ದಿ ಕುಶಲತೆಯನ್ನು ಸರಿಯಾಗಿ ಅನ್ಸರಿಸಬೇಕು.
ಯಂ ತ್್ರ ದ ಲ್ಲಿ ಸೌ ಮಯಾ ವಾ ದ ಉಕ್ಕೆ ನ ಶಾ ಖೆಯ
ಪೈಪ್್ಗ ಳನ್ನು ಕತ್್ತ ರಿಸಬಹುದು. ಅಂತ್ಹ ಸಲಕರಣೆಗಳು 12 ಜಾಯಿಂಟ್ ಅನ್ನು ವೆಲ್ಡ್ ಮಾಡಿ ಮತ್್ತ ಪೂಣದಿಗೊಳ್ಸಿ
ಲಭ್ಯಾ ವಿಲಲಿ ರ್ದ್ದ ಲ್ಲಿ , ಚಿತ್್ರ 4 ರಲ್ಲಿ ತೀರಿಸಿರುವಂತೆ ಅದನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳ್ಸಿ.
ಟೆಂಪ್ಲಿ ೀಟ್ ಫಿಗರ್ ಅನ್ನು ಬಳಸಿಕೊಂಡು ಬಾಹಯಾ ರೇಖೆಯನ್ನು 13 ಮೇಲ್್ಮ ರೈ ದೊೀಷ್ಗಳ್ಗಾಗಿ ಪ್ರಿೀಕ್ಷಿ ಸಿ.
ಕೌಶಲ್ಯಾ ಅನುಕ್ರಾ ಮ (Skill Sequence)
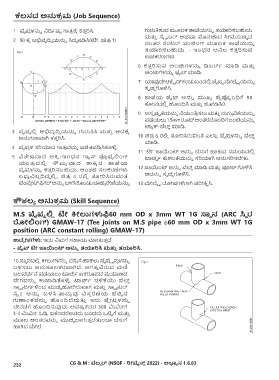
M.S ಪೈಪ್್ನ ಲ್ಲಿ ಟೀ ಕೀಲುಗ್ಳುಫಿ60 mm OD x 3mm WT 1G ಸ್ಥಾ ನ (ARC ಸ್ಥಾ ರ
ರೀಲ್ಿಂಗ್) GMAW-17 (Tee joints on M.S pipe φ60 mm OD x 3mm WT 1G
position (ARC constant rolling) GMAW-17)
ಉದ್್ದ ೀಶಗ್ಳು: ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• ಪೈಪ್ ಟೀ ಜಾಯಿಿಂಟ್ ಅನು್ನ ತಯಾರಿಸ್ ಮತ್ತು ತಯಾರಿಸ್.
1G ಸಾಥಾ ನದಲ್ಲಿ ಕ್ೀಲುಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕಲು ಪೈಪ್ಲಿ ರೈನ್ಗ ಳನ್ನು
ಬಳಸಲು ಅನ್ಕೂಲಕರವಾಗಿದೆ. ಅಗತ್ಯಾ ವಿರುವ ಮಣಿ
ಬಲವಧ್ದಿನೆ ಪ್ಡೆಯಲು ಟ್ರ್್ಗ ದಿ ಏಕರೂಪ್ದ ಪ್್ರ ಯಾಣದ
ವೇಗವನ್ನು ಕಾಪಾಡಿಕೊಳ್ಳಿ , ಟ್ರ್ದಿ ನಳ್ಕ್ಯು ವೆಲ್ಡ್
ಸಾ್ಪ ಯಾ ಟಗದಿಳ್ಂದ ಮುಚಿಚಿ ಹೊೀಗಿರುವಾಗ ಮತ್್ತ ಸಾ್ಪ ಯಾ ಟರ್
ಸ್್ಪ ್ರೀ ಅನ್ನು ಬಳಸಿ.ತಾಮ್ರ ವು ವಿಸ್ತ ರಣೆಯ ಹೆಚಿಚಿ ನ
ಗುಣಾಂಕವನ್ನು ಹೊಂರ್ದೆಮತ್್ತ ಇದು ಪ್ಲಿ ೀಟ್ಗ ಳನ್ನು
ಬೇರೆಡೆಗೆ ಹೊಂರ್ಸುವುದು ಅವಶಯಾ ಕದರ 300 ಮಿಮಿೀಗೆ
3-4 ಮಿಮಿೀ. ಓಡಿ, ಏಕ್ಂದರೆಅವರು ಬಂದರು ಒಟ್ಟ ಗೆ ಮತ್್ತ
ಮೂಲ ಅಂತ್ರವನ್ನು ಮುಚ್ಚಿ ಲ್ಗುತ್್ತ ದೆತ್ಂಬಾ ಬೆಸುಗೆ
ಹಾಕ್ದ ಮೇಲ್.
232 CG & M : ವೆಲ್್ಡ ರ್ (NSQF - ರಿೀವೈಸ್್ಡ 2022) - ಅಭ್ಯಾ ಸ 1.6.83