
Page 248 - Welder - TP - Kannada
P. 248
ಕೆಲ್ಸದ ಅನುಕ್್ರಿ ಮ (Job Sequence)
1 ಫಾಲಿ ಟ್, ಹಾಯಾ ಕ್ ಗರಗಸ / ಅನಿಲ ಕತ್್ತ ರಿಸುವಿಕ್ಯನ್ನು
ಕತ್್ತ ರಿಸಿ.
2 ಚ್ದರಕ್ಕೆ ಚ್ಪ್ಪ ಟ್ಯ ಅಿಂಚುಗಳನ್ನು ಪುಡಿಮಾಡಿ ಮತು್ತ
ಫೈಲ್ ಮಾಡಿ.
3 ಕಾಬ್ಬನ್ ಸಿ್ಟ ಲೇಲ್ ವೈರ್ ಬ್ರ ಷ್ ಮತು್ತ ಫಿಲ್ಲಿ ಿಂಗ್ ಮೂಲಕ
ಪ್ಲಿ ಲೇಟ್್ಗ ಳ ಮೇಲ್್ಮ ರೈಯನ್ನು ಡಿಬರ್್ಬ ಮಾಡಿ ಮತು್ತ
ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ.
4 ಡ್್ರ ಯಿಿಂಗ್ ಪ್ರ ಕಾರ ಪ್ಲಿ ಲೇಟ್ ಅನ್ನು ಮೂಲ್ಯ ರೂಪದಲ್ಲಿ
ಹೊಿಂದಿಸಿ.
5 ರಕ್ಷಣಾತ್್ಮ ಕ ಬಟ್್ಟ ಗಳನ್ನು ಧ್ರಿಸಿ.
6 ಟ್ರ್್ಬ ಅನ್ನು ಯಂತ್್ರ ದ ಧ್ನಾತ್್ಮ ಕ ಟ್ಮಿ್ಬನಲ್್ಗ
ಸಂಪಕ್್ಬಸಿ.
7 ಪ್ರ ಸು್ತ ತ್ 90 ರಿಿಂದ 100 ಆಿಂಪ್ಸ್ ಅನ್ನು ಅನ್ಗುಣವಾದ
ವೈರ್ ಫಿಲೇಡಿಿಂಗ್ 3-4 m/min ಮೂಲಕ ಹೊಿಂದಿಸಿ, 19
ರಿಿಂದ 2 ಆಕ್್ಬ ವಲೇಲ್್ಟ ಲೇಜ್ ಮತು್ತ ಡಿಪ್ ವಗ್್ಬವಣೆ 12 ಉತ್್ತ ಮ ಲ್ಗ್ ಉದ್ದ ಮತು್ತ ಪ್ಲಿ ಲೇಟ್್ಗ ಳ ಸಮಿ್ಮ ಳನವನ್ನು
ರ್ಲೇಡ್ ಅನ್ನು ಬಳಸಿ. ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
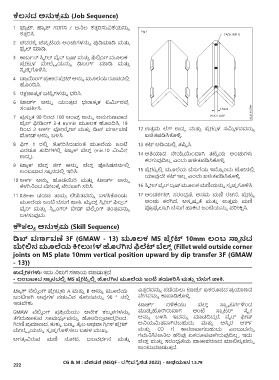
8 ಫಿಗ್ 1 ರಲ್ಲಿ ತಲೇರಿಸಿರುವಂತೆ ಮೂಲ್ಯ ಜಂಟಿ 13 ಕಟ್ ಅಡಿಯಲ್ಲಿ ತ್ಪ್್ಪ ಸಿ.
ಎರಡೂ ತುದಿಗಳಲ್ಲಿ ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ (min.10 ಮಿಮಿಲೇ
ಉದ್ದ ). 14 ಅತಿಯಾದ ನೇಯ್್ಗ ಯಿಿಂದ್ಗಿ ತ್ಟ್್ಟ ಯ ಅಿಂಚುಗಳು
ಕರಗುವುದಿಲಲಿ ಎಿಂದು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ
9 ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ ಜಿಗ್ ಅನ್ನು ವೆಲ್ಡ್ ಪ್ಸಿಷನನ್ಬಲ್ಲಿ
ಲಂಬವಾದ ಸಾಥಾ ನದಲ್ಲಿ ಇರಿಸಿ. 15 ಪ್ಲಿ ಲೇಟ್ನು ಲ್ಲಿ ಮೂಲ್ಯ ಬೆಸುಗೆಯ ಇನನು ಿಂದು ಟಲೇನಲ್ಲಿ
10 ಆಕ್್ಬ ಅನ್ನು ಹೊಡೆಯಿರಿ ಮತು್ತ ಟ್ರ್್ಬ ಅನ್ನು ಯಾವುದೇ ಕಟ್ ಇಲಲಿ ಎಿಂದು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ
ಕ್ಳಗಿನಿಿಂದ ಮೇಲಕ್ಕೆ ನೇರವಾಗಿ ಸರಿಸಿ. 16 ಸಿ್ಟ ಲೇಲ್ ವೈರ್ ಬ್ರ ಷ್ ಮೂಲಕ ಮಣಿಯನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ
11 0.8mm ಡಯಾ ತಾಮ್ರ ಲೇಪ್ತ್ವನ್ನು ಬಳಸಿಕೊಿಂಡು 17 ಅಿಂಡಕ್ಬಟ್, ಸರಂಧ್್ರ ತೆ, ಅಸಮ ಮಣಿ ರಚ್ನೆ, ಪ್ಲಿ ಲೇಟ್ನು
ಮೂಲ್ಯ ಜಂಟಿ ಬೆಸುಗೆ ಹಾಕ್. ಮೈಲ್ಡ್ ಸಿ್ಟ ಲೇಲ್ ಫಿಲಲಿ ರ್ ಅಿಂಚು ಕರಗಿದೆ, ಅಸ್ಪ ಷ್ಟ ತೆ ಮತು್ತ ಉತ್್ತ ಮ ಮಣಿ
ವೈರ್ ಮತು್ತ ಸಿ್ಟ ್ರಿಿಂಗರ್ ಬಿಲೇಡ್ ವೆಲ್ಡ್ ಿಂಗ್ ತಂತ್್ರ ವನ್ನು ಪ್್ರ ಫೈಲಾ್ಗ ಗಿ ಬೆಸುಗೆ ಹಾಕ್ದ ಜಂಟಿಯನ್ನು ಪರಿಲೇಕ್ಷಿ ಸಿ.
ಬಳಸುವುದು.
ಕೌಶಲ್ಯಾ ಅನುಕ್್ರಿ ಮ (Skill Sequence)
ಡಿಪ್ ವಗ್ಕ್ವಣೆ 3F (GMAW - 13) ಮೂಲ್ಕ್ MS ಪ್್ಲ ಲೇಟ್ 10mm ಲಂಬ ಸ್ಥಾ ನದ
ಮೇಲ್ನ ಮೂಲೆಯ ಕ್ಲೇಲುಗಳ ಹೊರಗಿನ ಫಿಲೆಟ್ ವೆಲ್್ಡ (Fillet weld outside corner
joints on MS plate 10mm vertical position upward by dip transfer 3F (GMAW
- 13))
ಉದ್್ದ ಲೇಶಗಳು: ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• ಲಂಬವಾದ ಸ್ಥಾ ನದಲ್್ಲ MS ಪ್್ಲ ಲೇಟನು ಲ್್ಲ ಹೊರಗಿನ ಮೂಲೆಯ ಜಂಟ ತಯಾರಿಸಿ ಮತ್ತು ಬೆಸುಗೆ ಹಾಕ್.
ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ ಿಂಗ್ ಪ್ಲಿ ಲೇಟ್್ಗ ಳು A ಮತು್ತ B ಅನ್ನು ಮೂಲ್ಯ ಎತ್್ತ ರವನ್ನು ಪಡೆಯಲು ಟ್ರ್್ಗ ್ಬ ಏಕರೂಪದ ಪ್ರ ಯಾಣದ
ಜಂಟಿಗ್ಗಿ ಅವುಗಳ ನಡುವಿನ ಕೊಲೇನವನ್ನು 90 ° ನಲ್ಲಿ ವೇಗವನ್ನು ಕಾಪಾಡಿಕೊಳಿಳಿ .
ಇಡಬೇಕು. ಟ್ರ್್ಬ ನಳಿಕ್ಯು ವೆಲ್ಡ್ ಸಾ್ಪ ಯಾ ಟ್ಗ್ಬಳಿಿಂದ
GMAW ವೆಲ್ಡ್ ಿಂಗ್ ಪ್ರ ಕ್್ರ ಯ್ಯು ಅನೇಕ ಕಲ್ಮ ಶಗಳನ್ನು ಮುಚಿಚಿ ಹೊಲೇಗಿರುವಾಗ ಆಿಂಟಿ ಸಾ್ಪ ಟ್ರ್ ಸ್್ಪ ್ರಿಲೇ
ತೆಗೆದುಹಾಕುವ ಸಾಮರ್ಯಾ ್ಬವನ್ನು ಹೊಿಂದಿಲಲಿ ವಾದ್ದ ರಿಿಂದ. ಅನ್ನು ಬಳಸಿ. ಇದನ್ನು ಮಾಡದಿದ್ದ ರೆ, ವೈರ್ ಫಿಲೇಡ್
ಗಿರಣಿ ಪ್ರ ಮಾಣದ, ತುಕುಕೆ , ಬಣ್ಣ , ತೈಲ ಅರ್ವಾ ಗಿ್ರ ಲೇಸ್ ಪ್ಲಿ ಲೇಟ್ ಅನಿಯಮಿತ್ವಾಗಿರಬಹುದು ಮತು್ತ ಅಸಿಥಾ ರ ಆಕ್್ಬ
ಮೇಲ್್ಮ ರೈಯನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಲು ಬಹಳ ಮುಖಯಾ . ಮತು್ತ CO ಗೆ ಕಾರಣವಾಗಬಹುದು ಎಿಂಬುದನ್ನು
ಅಗತ್ಯಾ ವಿರುವ ಮಣಿ ನಲೇಟ್, ಬಲವಧ್್ಬನೆ ಮತು್ತ ಗಮನಿಸಿ2ಅನಿಲ ಹರಿವು ಏಕರೂಪವಾಗಿರುವುದಿಲಲಿ , ಇದು
ವೆಲ್ಡ್ ಮತು್ತ ಸರಂಧ್್ರ ತೆಯ ವಾತಾವರಣದ ಮಾಲ್ನಯಾ ವನ್ನು
ಉಿಂಟ್ಮಾಡುತ್್ತ ದೆ.
222 CG & M : ವೆಲ್್ಡರ್ (NSQF - ರೀವೈಸ್ಡ್ 2022) - ಅಭ್ಯಾಸ 1.5.79