
Page 245 - Welder - TP - Kannada
P. 245
ಕೆಲ್ಸದ ಅನುಕ್್ರಿ ಮ (Job Sequence)
1 ಗ್ಯಾ ಸ್ ಕಟಿಿಂಗ್, ಗೆ್ರ ರೈಿಂಡಿಿಂಗ್ ಮತು್ತ ಫೈಲ್ಿಂಗ್ ಬಳಸಿ (3-4m/min) ಅನ್ನು ಹೊಿಂದಿಸಿ. ಲಂಬ ವೆಲ್ಡ್ ಿಂಗ್್ಗ ಗಿ
ಪ್ಲಿ ಲೇಟ್್ಗ ಳನ್ನು ಗ್ತ್್ರ ಕ್ಕೆ (ಅಿಂದರೆ 150 x 50 x 10 ಮಿಮಿಲೇ) ಶ್್ರ ಲೇಣಿಯ ಕ್ಳಗಿನ ಭ್ಗವನ್ನು ಆಯ್ಕೆ ಮಾಡಿ.
ತ್ಯಾರಿಸಿ. 7 ಟ್ರ್್ಗ ್ಬ ಸರಿಯಾದ ಕೊಲೇನಗಳನ್ನು ಇಟ್್ಟ ಕೊಿಂಡು
2 ಕಾಬ್ಬನ್ ಸಿ್ಟ ಲೇಲ್ ವೈರ್ ಬ್ರ ಷ್ನು ಿಂದಿಗೆ ಬೆಸುಗೆ ಹಾಕುವ ಆಕ್್ಬ ಅನ್ನು ಹೊಡೆಯಿರಿ.
ರೇಖೆಯ ಉದ್ದ ಕ್ಕೆ ಮೂಲ ಲಲೇಹದ ಮೇಲ್್ಮ ರೈಯನ್ನು 8 ನೇಯ್್ಗ ಇಲಲಿ ದೆ ರೂಟ್ ರನ್ ಅನ್ನು ಠೇವಣಿ ಮಾಡಿ ಮತು್ತ
ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ. ಸರಿಯಾದ ನ್ಗು್ಗ ವಿಕ್ಯನ್ನು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ ಮತು್ತ
3 ಫಲಕಗಳನ್ನು “ಟಿ” ರೂಪದಲ್ಲಿ ಹೊಿಂದಿಸಿ. ಕುಳಿಯನ್ನು ತುಿಂಬಿಸಿ.
4 ಎಲಾಲಿ ರಕ್ಷಣಾತ್್ಮ ಕ ಉಡುಪುಗಳನ್ನು ಧ್ರಿಸಿ. 9 ರೂಟ್ ರನ್ ಅನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ.
5 ಟ್ಯಾ ಕ್್ವ ಲ್ಡ್ 2 ಪ್ಲಿ ಲೇಟ್್ಗ ಳು, ಟಿ ಜಾಯಿಿಂಟಿಿಂಗ್ ಸಮತ್ಲ 10 ಠೇವಣಿ 2ndಓಡು.
ಸಾಥಾ ನವನ್ನು ಇಟ್್ಟ ಕೊಳುಳಿ ವುದು. 11 2 ಅನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿndಓಡು.
6 18 ರಿಿಂದ 21 ವಲೇಲ್ಟ ್ಗಳು ಮತು್ತ 90 - 100 ಆಿಂಪ್ಯಗ್ಬಳು, 12 ಅತಿಕ್ರ ಮಣ, ಅಿಂಡಕ್ಬಟ್, ಸರಂಧ್್ರ ತೆಯಂತ್ಹ
8 - 10 LPM (ನಿಮಿಷಕ್ಕೆ ಲ್ಲೇಟ್ರ್) ಅನಿಲ ಹರಿವು ದಲೇಷಗಳನ್ನು ಪರಿಶಲೇಲ್ಸಿ ಮತು್ತ ಸರಿಯಾದ ಕಾಲ್ನ
ಪಡೆಯಲು ವಿದುಯಾ ತ್ ಮೂಲ ಮತು್ತ ವೈರ್ ಫಿಲೇಡರ್ ಗ್ತ್್ರ ಮತು್ತ ಗಂಟ್ಲ್ನ ದಪ್ಪ ವನ್ನು ಪರಿಶಲೇಲ್ಸಿ.
ಕೌಶಲ್ಯಾ ಅನುಕ್್ರಿ ಮ (Skill Sequence)
ಫಿಲೆಟ್ ವೆಲ್್ಡ - (ವಟಕ್ಕ್ಲ್ ಅಪ್) ಡಿಪ್ ಟ್್ರಿ ನಸ್ ್ಫ ರ್ 3F (GMAW - 12) ಮೂಲ್ಕ್
ಲಂಬ ಸ್ಥಾ ನದಲ್್ಲ 10mm ದಪ್್ಪ ವಿರುವ M.S ಪ್್ಲ ಲೇಟನು ಲ್್ಲ ಟಲೇ ಜಾಯಿಿಂಟ್ (Fillet weld
- Tee joint on M.S plate 10mm thick in vertical position by (vertical up) dip
transfer 3F (GMAW - 12))
ಉದ್್ದ ಲೇಶಗಳು: ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• MS ಪ್್ಲ ಲೇಟನು ಲ್್ಲ ಫಿಲೆಟ್ ಟಲೇ ಜಾಯಿಿಂಟ್ ಅನುನು ಲಂಬ ಸ್ಥಾ ನದಲ್್ಲ ತಯಾರಿಸಿ ಮತ್ತು ವೆಲ್್ಡ ಮ್ಡಿ.
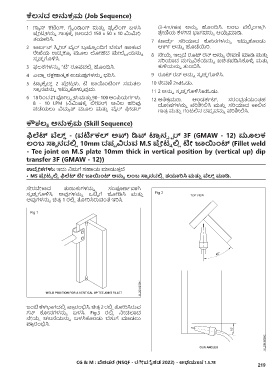
ಸೇರಬೇಕಾದ ತುಣುಕುಗಳನ್ನು ಸಂಪೂಣ್ಬವಾಗಿ
ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ, ಅವುಗಳನ್ನು ಒಟಿ್ಟ ಗೆ ಜೊಲೇಡಿಸಿ ಮತು್ತ
ಅವುಗಳನ್ನು ಚಿತ್್ರ 1 ರಲ್ಲಿ ತಲೇರಿಸಿರುವಂತೆ ಇರಿಸಿ.
ಜಂಟಿ ಕ್ಳಭ್ಗದಲ್ಲಿ ಪಾ್ರ ರಂಭಿಸಿ, ಚಿತ್್ರ 2 ರಲ್ಲಿ ತಲೇರಿಸಿರುವ
ಗನ್ ಕೊಲೇನಗಳನ್ನು ಬಳಸಿ. Fig.3 ರಲ್ಲಿ ನಿಲೇಡಲಾದ
ನೇಯ್್ಗ ಚ್ಲನೆಯನ್ನು ಬಳಸಿಕೊಿಂಡು ಬೆಸುಗೆ ಮಾಡಲು
ಪಾ್ರ ರಂಭಿಸಿ.
CG & M : ವೆಲ್್ಡರ್ (NSQF - ರೀವೈಸ್ಡ್ 2022) - ಅಭ್ಯಾಸ 1.5.78 219