
Page 240 - Welder - TP - Kannada
P. 240
ಕೆಲ್ಸದ ಅನುಕ್್ರಿ ಮ (Job Sequence)
1 ರೇಖಾಚಿತ್್ರ ದ ಪ್ರ ಕಾರ ಹಾಳೆಯನ್ನು ಕತ್್ತ ರಿಸಿ.
2 ಚ್ದರಕ್ಕೆ ಹಾಳೆಯ ಅಿಂಚುಗಳನ್ನು ಪುಡಿಮಾಡಿ ಮತು್ತ
ಫೈಲ್ ಮಾಡಿ
3 ಕಾಬ್ಬನ್ ಸಿ್ಟ ಲೇಲ್ ವೈರ್ ಬ್ರ ಷ್ ಮತು್ತ ಫೈಲ್ಿಂಗ್ ಮೂಲಕ
ಪ್ಲಿ ಲೇಟ್್ಗ ಳ ಮೇಲ್್ಮ ರೈಯನ್ನು ಡಿಬರ್್ಬ ಮಾಡಿ ಮತು್ತ
ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ.
4 ಡ್್ರ ಯಿಿಂಗ್ ಪ್ರ ಕಾರ ಟಿಲೇ ಅನ್ನು ಹೊಿಂದಿಸಿ.
5 ರಕ್ಷಣಾತ್್ಮ ಕ ಉಡುಪುಗಳನ್ನು ಧ್ರಿಸಿ.
6 ಟ್ರ್್ಬ ಅನ್ನು ಯಂತ್್ರ ದ ಧ್ನಾತ್್ಮ ಕ ಟ್ಮಿ್ಬನಲ್್ಗ
ಸಂಪಕ್್ಬಸಿ.
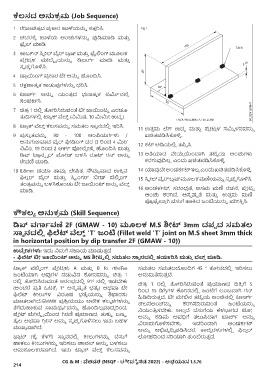
7 ಚಿತ್್ರ 1 ರಲ್ಲಿ ತಲೇರಿಸಿರುವಂತೆ ಟಿಲೇ ಜಾಯಿಿಂಟ್ನು ಎರಡೂ
ತುದಿಗಳಲ್ಲಿ ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ (ನಿಮಿಷ. 10 ಮಿಮಿಲೇ ಉದ್ದ ).
8 ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ ಕ್ಲಸವನ್ನು ಸಮತ್ಲ ಸಾಥಾ ನದಲ್ಲಿ ಇರಿಸಿ. 11 ಉತ್್ತ ಮ ಲ್ಗ್ ಉದ್ದ ಮತು್ತ ಪ್ಲಿ ಲೇಟ್್ಗ ಳ ಸಮಿ್ಮ ಳನವನ್ನು
9 ಪ್ರ ಸು್ತ ತ್ವನ್ನು 90 - 100 ಆಿಂಪ್ಯಗ್ಬಳು / ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
ಅನ್ಗುಣವಾದ ವೈರ್ ಫಿಲೇಡಿಿಂಗ್ ದರ (3 ರಿಿಂದ 4 ಮಿಲೇ/ 12 ಕಟ್ ಅಡಿಯಲ್ಲಿ ತ್ಪ್್ಪ ಸಿ.
ನಿಮಿ), 19 ರಿಿಂದ 2 ಆಕ್್ಬ ವಲೇಲ್್ಟ ಲೇಜೆ್ಗ ಹೊಿಂದಿಸಿ ಮತು್ತ
ಡಿಪ್ ಟ್್ರ ನಸ್ ್ಫ ರ್ ರ್ಲೇಡ್ ಬಳಸಿ ರೂಟ್ ರನ್ ಅನ್ನು 13 ಅತಿಯಾದ ನೇಯ್್ಗ ಯಿಿಂದ್ಗಿ ತ್ಟ್್ಟ ಯ ಅಿಂಚುಗಳು
ಠೇವಣಿ ಮಾಡಿ. ಕರಗುವುದಿಲಲಿ ಎಿಂದು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
10 0.8mm ಡಯಾ ತಾಮ್ರ ಲೇಪ್ತ್. ಸೌಮಯಾ ವಾದ ಉಕ್ಕೆ ನ 14 ಯಾವುದೇ ಅಿಂಡಕ್ಬಟ್ ಇಲಲಿ ಎಿಂದು ಖಚಿತ್ಪಡಿಸಿಕೊಳಿಳಿ .
ಫಿಲಲಿ ರ್ ವೈರ್ ಮತು್ತ ಸಿ್ಟ ್ರಿಿಂಗರ್ ಬಿಲೇಡ್ ವೆಲ್ಡ್ ಿಂಗ್ 15 ಸಿ್ಟ ಲೇಲ್ ವೈರ್ ಬ್ರ ಷ್ ಮೂಲಕ ಮಣಿಯನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಿ.
ತಂತ್್ರ ವನ್ನು ಬಳಸಿಕೊಿಂಡು ಟಿಲೇ ಜಾಯಿಿಂಟ್ ಅನ್ನು ವೆಲ್ಡ್
ಮಾಡಿ. 16 ಅಿಂಡಕ್ಬಟ್, ಸರಂಧ್್ರ ತೆ, ಅಸಮ ಮಣಿ ರಚ್ನೆ, ಪ್ಲಿ ಲೇಟ್ನು
ಅಿಂಚು ಕರಗಿದೆ, ಅಸ್ಪ ಷ್ಟ ತೆ ಮತು್ತ ಉತ್್ತ ಮ ಮಣಿ
ಪ್್ರ ಫೈಲಾ್ಗ ಗಿ ಬೆಸುಗೆ ಹಾಕ್ದ ಜಂಟಿಯನ್ನು ಪರಿಲೇಕ್ಷಿ ಸಿ.
ಕೌಶಲ್ಯಾ ಅನುಕ್್ರಿ ಮ (Skill Sequence)
ಡಿಪ್ ವಗ್ಕ್ವಣೆ 2F (GMAW - 10) ಮೂಲ್ಕ್ M.S ಶಲೇಟ್ 3mm ದಪ್್ಪ ದ ಸಮತಲ್
ಸ್ಥಾ ನದಲ್್ಲ ಫಿಲೆಟ್ ವೆಲ್್ಡ ‘T’ ಜಂಟ (Fillet weld ‘T’ joint on M.S sheet 3mm thick
in horizontal position by dip transfer 2F (GMAW - 10))
ಉದ್್ದ ಲೇಶಗಳು: ಇದು ನಿಮಗೆ ಸಹಾಯ ಮಾಡುತ್್ತ ದೆ
• ಫಿಲೆಟ್ ಟಲೇ ಜಾಯಿಿಂಟ್ ಅನುನು MS ಶಲೇಟನು ಲ್್ಲ ಸಮತಲ್ ಸ್ಥಾ ನದಲ್್ಲ ತಯಾರಿಸಿ ಮತ್ತು ವೆಲ್್ಡ ಮ್ಡಿ.
ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ ಿಂಗ್ ಪ್ಲಿ ಲೇಟ್್ಗ ಳು A ಮತು್ತ B fo rtheTee ಸಮತ್ಲ ಸಮತ್ಲದಿಂದಿಗೆ 45 ° ಕೊಲೇನದಲ್ಲಿ ಇರಿಸಲು
ಜಂಟಿಯಾಗಿ ಅವುಗಳ ನಡುವಿನ ಕೊಲೇನವನ್ನು ಚಿತ್್ರ 1 ಅನ್ಮತಿಸುತ್್ತ ದೆ.
ರಲ್ಲಿ ತಲೇರಿಸಿರುವಂತೆ ಆರಂಭದಲ್ಲಿ 91º ನಲ್ಲಿ ಇಡಬೇಕು ಚಿತ್್ರ 1 ರಲ್ಲಿ ತಲೇರಿಸಿರುವಂತೆ ಪ್ರ ಯಾಣದ ದಿಕ್ಕೆ ಗೆ 5
(ಅಿಂದರೆ ಪ್ರ ತಿ ಓಟ್ಕ್ಕೆ 1º ಅಸ್ಪ ಷ್ಟ ತೆ ಭತೆಯಾ ) ಅರ್ವಾ ಟಿಲೇ ರಿಿಂದ 15 ಡಿಗಿ್ರ ಗಳ ಕೊಲೇನದಲ್ಲಿ ಜಂಟಿಗೆ ಲಂಬವಾಗಿ ಗನ್
ಫಿಲ್ಟ್ ಕ್ಲೇಲುಗಳ ವಿರೂಪ ಭತೆಯಾ ಯನ್ನು ಶಫಾರಸು ಹಿಡಿದಿರುತ್್ತ ದೆ. ಟಿಲೇ ಮೇಲ್ನ ತ್ಟ್್ಟ ಯ ಅಿಂಚಿನಲ್ಲಿ ಟ್ರ್್ಬ
ಮಾಡಲಾಗಿದೆ.GMAW ಪ್ರ ಕ್್ರ ಯ್ಯು ಅನೇಕ ಕಲ್ಮ ಶಗಳನ್ನು ಚ್ಲನೆಅಿಂಚ್ನ್ನು ಕರಗಿಸದಿರುವಂತೆ ಜಂಟಿಯನ್ನು
ತೆಗೆದುಹಾಕುವ ಸಾಮರ್ಯಾ ್ಬವನ್ನು ಹೊಿಂದಿಲಲಿ ವಾದ್ದ ರಿಿಂದ, ನಿಯಂತಿ್ರ ಸಬೇಕು. ಅಲಲಿ ದೆ ಬೆಸುಗೆಯ ಕ್ಳಭ್ಗದ ಟಲೇ
ಪ್ಲಿ ಲೇಟ್ ಮೇಲ್್ಮ ರೈಯಿಿಂದ ಗಿರಣಿ ಪ್ರ ಮಾಣದ, ತುಕುಕೆ , ಬಣ್ಣ , ಅನ್ನು ಕಡಿಮೆ ಅವಧಿಗೆ ತ್ಲುಪ್ದ್ಗ ಟ್ರ್್ಬ ಅನ್ನು
ತೈಲ ಅರ್ವಾ ಗಿ್ರ ಲೇಸ್ ಅನ್ನು ಸ್ವ ಚ್್ಛ ಗೊಳಿಸಲು ಇದು ಬಹಳ ವಿರಾಮಗೊಳಿಸಬೇಕು, ಇದರಿಿಂದ್ಗಿ ಅಿಂಡಕ್ಬಟ್
ಮುಖಯಾ ವಾಗಿದೆ. ಅನ್ನು ಅಭಿವೃದಿಧಿ ಪಡಿಸಿದರೆ, ಕಾಲ್ಬೆ ರಳುಗಳಲ್ಲಿ ಫಿಲಲಿ ರ್
ಫಾಲಿ ಟ್ (ಕೈ ಕ್ಳಗೆ) ಸಾಥಾ ನದಲ್ಲಿ ಕ್ಲೇಲುಗಳನ್ನು ಬೆಸುಗೆ ಲಲೇಹದಿಿಂದ ಸರಿಯಾಗಿ ತುಿಂಬಿರುತ್್ತ ದೆ.
ಹಾಕಲು ಕ್ಲೇಲುಗಳನ್ನು ಇರಿಸಲು ಚಾನಲ್ ಅನ್ನು ಬಳಸಲು
ಅನ್ಕ್ಲಕರವಾಗಿದೆ. ಇದು ಟ್ಯಾ ಕ್ ವೆಲ್ಡ್ ಕ್ಲಸವನ್ನು
CG & M : ವೆಲ್್ಡರ್ (NSQF - ರೀವೈಸ್ಡ್ 2022) - ಅಭ್ಯಾಸ 1.5.76
214