
Page 172 - Welder(Pipe) - TP - Hindi
P. 172
दू सरे रन को वायर श से साफ कर ।
एक मामूली वेव गित के साथ 3.15 mm ास इले ोड का उपयोग
करके तीसरा रन जमा कर । इले ोड कोण को वे की रेखा से 80° पर
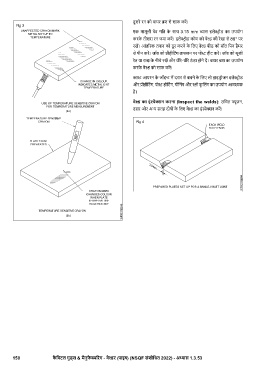
रख । आंत रक तनाव को दू र करने के िलए वे बीड को बॉल िपन हैमर
से पीन कर । जॉब को ीहीिटंग तापमान पर पो हीट कर । जॉब को सूखी
रेत या राख के नीचे रख और धीरे-धीरे ठं डा होने द । वायर श का उपयोग
करके वे को साफ कर ।
का आयरन के जॉइ म दरार से बचने के िलए लो हाइड ोजन इले ोड
और ीहीिटंग, पो हीिटंग, पीिनंग और ो कू िलंग का उपयोग आव क
है।
वे का इं े न करना (Inspect the welds): उिचत ूज़न,
दरार और अ सतह दोषों के िलए वे का इं े न कर ।
150 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.53