
Page 169 - Welder(Pipe) - TP - Hindi
P. 169
काय का म (Job Sequence)
• ड ाइंग के अनुसार शीटों को काट और वग म शािमल होने के िलए • जॉइ को साफ कर और सरं ता आिद जैसे वे दोषों के िलए और
िकनारों को फ़ाइल कर । ट म मामूली बीड और उिचत बंधन के िलए इं े न कर ।
• जॉइ वाली जगह को साफ कर । • आयाम के अनुसार एक ताँबा और एक पीतल की नली तैयार कर ।
• शीट को िबना ट गैप के वगा कार बट जॉइंट के प म सेट कर • तार की ऊन से सतह के ऑ ाइड को साफ कर और हटा द ।
• नोज़ल, िफलर रॉड, गैस ेशर, चुन । • नोज़ल नंबर 5 और 1.6mmø िसिलकॉन ोंज़ िफलर रॉड चुन ।
• ऑ ीकरण ेम सेट कर । • िफलर रॉड पर लगाएं ।
• ले वड तकनीक का योग कर । • ऑ ीकरण ेम सेट कर ।
• शीट्स और ाइंट ए रया को लगभग 800°C पर ीहीट कर । • बेल माउथ ूव को भरने के िलए उिचत कोणों का उपयोग करते ए
• हॉट िफलर रॉड को म डुबोएं और िफलर रॉड को ाइंट म के साथ ोपाइप और िफलर रॉड म मैिनपुलेट कर ।
िपघलाएं तािक नमी की उिचत ित सुिनि त हो सके । • अवशेषों को साफ कर और हटा द ।
• जॉइ म ब त अिधक हीट लगाने से बच । • बाहरी वे दोषों का इं े न कर ।
• जॉइ को के वल एक बार म पूरा कर ।
कौशल म (Skill Sequence)
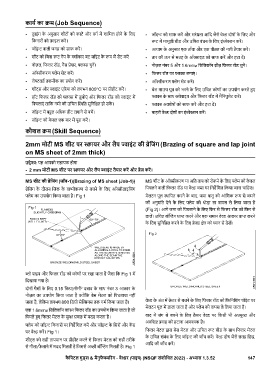
2mm मोटी MS शीट पर ायर और लैप ाइंट की ेिजंग (Brazing of square and lap joint
on MS sheet of 2mm thick)
उ े : यह आपको सहायक होगा
• 2 mm मोटी MS शीट पर ायर और लैप ाइंट तैयार कर और ेज़ कर ।
MS शीट की ेिजंग (जॉब-1)(Brazing of MS sheet (Job-1)) MS शीट के ऑ ीकरण या अित ताप को रोकने के िलए ेम को के वल
ेिजंग के दौरान िजंक के वा ीकरण से बचने के िलए ऑ ीडाइिजंग िपघलने वाली िफलर रॉड या वे जमा पर िनद िशत िकया जाना चािहए।
ेम का उपयोग िकया जाता है। Fig 1 मेलटन पूल ािपत करने के बाद, जमा धातु को आंिशक प से जमने
की अनुमित देने के िलए ेम को थोड़ा सा वापस ले िलया जाता है
(Fig 2)। आगे जमा को िपघलाने के िलए िफर से िफलर रॉड को िफर से
डाल । उिचत बॉ ंग ा करने और एक समान वे आकार ा करने
के िलए सुिनि त करने के िलए े ड े को ान से देख ।
ो पाइप और िफलर रॉड को कोणों पर रखा जाता है जैसा िक Fig 1 म
िदखाया गया है।
दोनों गैसों के िलए 0.15 िक ा/सेमी दबाव के साथ नंबर 3 आकार के
2
नोज़ल का उपयोग िकया जाता है ों िक बेस मेटल को िपघलाया नहीं
जाता है, लेिकन लगभग 800 िड ी से यस तक गम िकया जाता है। वे के अंत म े टर से बचने के िलए िफलर रॉड को िफिनिशंग पॉइंट पर
मेलटन पूल म डाला जाता है और ेम को वापस ले िलया जाता है।
एक 1.6mmø िसिलकॉन कां िफलर रॉड का उपयोग िकया जाता है जो
िपघले ए िफलर मेटल के मु वाह म मदद करता है। बाद म जंग से बचने के िलए तैयार वे पर िकसी भी अ यु और
अविश वाह को हटाना आव क है।
ेम को जॉइ िकनारों पर िनद िशत कर और जॉइ के िसरों और क
पर वे कर । Fig 1। िफलर मेटल ारा बेस मेटल और उिचत ट बीड के साथ िफलर मेटल
के उिचत संबंध के िलए जॉइ की जाँच कर । वे दोष जैसे सतह िछ ,
शीट्स को सही तापमान पर ीहीट करने से िफलर मेटल को सही तरीके
से गीला/फै लाने म मदद िमलती है िजससे अ ी बॉ ंग िमलती है। Fig 1 आिद की जाँच कर ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.52 147