
Page 165 - Welder(Pipe) - TP - Hindi
P. 165
काय का म (Job Sequence)
• चौकोर िकनारे तैयार कर । • इले ोड और जॉब के गम होने को कम करने के िलए करंट को कम
• तैयार िकनारों को साफ कर । रख ।
• एक 3.15 mm ø र इले ोड का चयन कर और 100 ए ीयर • िबना वेव के एक पास म वे पूरा कर ।
करंट सेट कर । • वे को साफ कर और सतह के दोषों के िलए बीड का इं े न कर ।
• आव क सुर ा सावधािनयों का पालन कर । • ेनलेस ील वे ंग के िलए ेनलेस ील वायर श और अलग
• टुकड़ों को सेट और टैक कर । हाथ के द ाने का योग कर । यह ेमह संदू षण और जंग से बचने
• तांबे की िचल ेट को जॉइ के बगल म जॉब पर रख । म मदद करता है।
कौशल म (Skill Sequence)
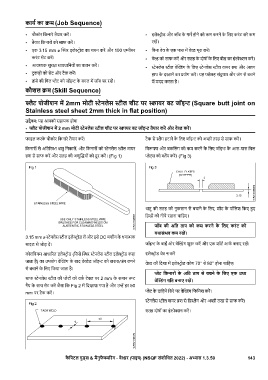
ैट पोजीशन म 2mm मोटी ेनलेस ील शीट पर ायर बट जॉइ (Square butt joint on
Stainless steel sheet 2mm thick in flat position)
उ े : यह आपको सहायक होगा
• ैट पोजीशन म 2 mm मोटी ेनलेस ील शीट पर ायर बट जॉइ तैयार कर और वे कर ।
फाइल करके चौकोर िकनारे तैयार कर । टैक से ैग हटाने के िलए जॉइ को अ ी तरह से साफ कर ।
िकनारों से अित र धातु िनकाल , और िकनारों को ेनलेस ील वायर िव पण और बकिलंग को कम करने के िलए जॉइ के आस-पास िचल
श से साफ कर और सतह की अशु यों को दू र कर । (Fig 1) ेट्स को प कर । (Fig 3)
धातु की सतह को नुकसान से बचाने के िलए, शीट के पॉिलश िकए ए
िह े को नीचे रखना चािहए।
जॉब की अित ताप को कम करने के िलए करंट को
यथासंभव कम रख ।
3.15 mm ø ेनलेस ील इले ोड ल और इसे DC मशीन के धना क
साइड से जोड़ द । जॉइ के बाईं ओर वे ंग शु कर और एक शॉट आक बनाए रख ।
कोलंिबयम आधा रत इले ोड (िजसे र ेनलेस ील इले ोड कहा इले ोड वेव न कर
जाता है) का उपयोग वे ंग के बाद वे ेड जॉइ को खराब/जंग लगने वे की िदशा म इले ोड कोण 70° से 80° होना चािहए।
से बचाने के िलए िकया जाता है।
ेट िकनारों के अित ताप से बचने के िलए एक उ
साफ ेनलेस ील की ेटों को वक टेबल पर 2 mm के समान ट वे ंग गित बनाए रख ।
गैप के साथ सेट कर जैसा िक Fig 2 म िदखाया गया है और उ हर 50
mm पर टैक कर । ेट के दािहने िसरे पर वे ंग िफिनश कर ।
ेनलेस ील वायर श से िड ैग और अ ी तरह से साफ कर ।
सतह दोषों का इं े न कर ।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.50 143