
Page 171 - Welder(Pipe) - TP - Hindi
P. 171
काय का म (Job Sequence)
• ाइ ंग (या) फ़ाइिलंग करके िकनारों को 30° के कोण पर बेवेल • कील वे ेड जॉइ को ैट पोजीशन म रख ।
कर , ट फ़े स को 1.5 mm तक बनाए रख ।
• ट बीड सुिनि त करने के िलए ø3.15mm लो हाइड ोजन M.S. का
• ेटों को ैट पोजीशन म संरेखण म रख , 2.50 mm का ट गैप उपयोग करके ट रन जमा कर ।
बनाए रख ।
• ट रन को साफ कर । ह ी वेव और खुदाई गित का उपयोग करके
• लो हाइड ोजन टाइप E7016 (या) E7018 इले ोड 3.15 mm दू सरा और तीसरा भाग जमा कर ।
आकार का चयन कर और DCEP ुवीयता का उपयोग कर यानी
• पूरे समय ूनतम इंटरपास तापमान 200 िड ी से यस बनाए रख
इले ोड के बल को मशीन के + ve टिम नल से कने कर ।
और हर रन के िलए आंत रक तनाव एका ता को दू र करने के िलए
• आव क सुर ा सावधािनयों का पालन कर । बॉल पेन हैमर से वे बीड को भी िपन कर ।
• ऑ ी-एिसिटलीन टॉच का उपयोग करके जॉब को 300 िड ी • आव कता पड़ने पर जॉब को गम कर और इसे धीरे-धीरे ठं डा होने
से यस पर पहले से गरम कर और थम चाक का उपयोग करके के िलए सूखी रेत या राख म ढक द ।
तापमान की जांच कर और कम हाइड ोजन इले ोड का उपयोग
• वे को साफ कर और दरारों, उिचत ूज़न और अ सतह दोषों के
करके दोनों िसरों पर वे कर ।
िलए इसका इं े न कर ।
कौशल म (Skill Sequence)
का आयरन ेट पर िसंगल ‘V’ बट जॉइंट (Single ‘V’ butt joint on cast iron plate)
उ े : यह आपको सहायक होगा
• का आयरन ेट पर िसंगल ‘V’ बट जॉइंट तैयार कर और वे कर ।
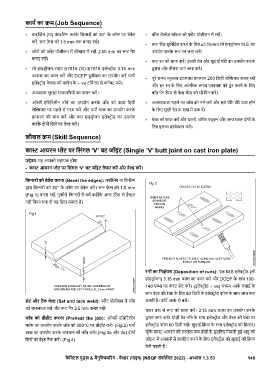
िकनारों को बेवेल करना (Bevel the edges): मशीिनंग या िफिलंग
ारा िकनारों को 30° के कोण पर बेवेल कर । ट फे स को 1.5 mm
(Fig 1) बनाए रख , नुकीले िकनारों से बच ों िक अगर ठीक से है ल
नहीं िकया गया तो यह िछल सकता है।
रनों का िन ेपण (Deposition of runs): एक M.S इले ोड (लो
हाइड ोजन) 3.15 mm ास का चयन कर और DCEP के साथ 130-
140 ए पर करंट सेट कर । (इले ोड + ve) म म आक लंबाई के
साथ वे की रेखा के िलए 80 िड ी के इले ोड कोण के साथ जमा ट
सेट और टैक वे (Set and tack weld): ैट पोजीशन म जॉब चलती है। शॉट आक से बच ।
को समानांतर रख और ट गैप 2.5 mm बनाए रख । वायर श से ट को साफ कर । 3.15 mm ास का उपयोग करके
जॉब को ीहीट करना (Preheat the job): ऑ ी-एिसिटलीन दू सरा जमा कर । थोड़ी वेव गित के साथ इले ोड और वे की रेखा पर
ेम का उपयोग करके जॉब को 300°C पर ीहीट कर । (Fig 2) थम इले ोड कोण 80 िड ी रख । खुदाई ि या के साथ इले ोड को िहलाएं ।
चाक का उपयोग करके तापमान की जाँच कर । (Fig 3a और 3b) दोनों चूंिक का आयरन की तरलता कम होती है, इसिलए िपघली ई धातु को
िसरों पर वे टैक कर । (Fig 4) जॉइ म आसानी से वािहत करने के िलए इले ोड को खुदाई की ि या
देनी पड़ती है।
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.53 149