
Page 176 - Welder(Pipe) - TP - Hindi
P. 176
काय का म (Job Sequence)
• चौकोर िकनारों के साथ आयाम के अनुसार ए ुिमिनयम शीट तैयार • िसिलकॉन ए ूमीिनयम िफलर रॉड 3 mm ø का उपयोग कर और
कर । िफलर रॉड पर पे ी लगाएं ।
• ेनलेस ील वायर श/सॉ ट का उपयोग करके सतह ऑ ाइड • जॉइ के दोनों िसरों पर और बीच म टैक-वे कर ।
और अ अशु यों को हटाने के िलए शीट की सतह और िकनारों को • ो पाइप ेम का उपयोग करके वे ंग के दौरान िव ार के भाव
साफ कर ।
को कम करने के िलए जॉब को 150° - 180°C के तापमान पर पहले
• ए ुिमिनयम शीट को ाइंिडंग मशीन म न ाइ कर से गरम कर ।
• पे ी को बिटंग िकनारों पर लगाएं । • ोपाइप को 40° से 50° के कोण पर और िफलर रॉड को 30° -
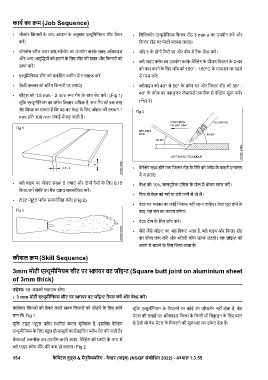
• शीट्स को 1.5 mm - 2 mm ट गैप के साथ सेट कर । (Fig 1) 40° के कोण पर पकड़कर ले वड तकनीक से वे ंग शु कर ।
चूंिक ए ूमीिनयम का थम ल िव ार अिधक है, ट गैप को इस तरह (Fig 3)
सेट िकया जा सकता है िक यह बट वे के िलए जॉइ की लगभग 1
mm ित 100 mm लंबाई म बढ़ जाती है।
• वे ंग ख होने तक िफलर रॉड के िसरे को ेम के बाहरी एनवलप
से न हटाएं ।
• ो पाइप पर नोजल सं ा 5 लगाएं और दोनों गैसों के िलए 0.15 • वे को 10% स ू रक एिसड के घोल म धोकर साफ कर ।
िक ा/वग सेमी का गैस दबाव समायोिजत कर ।
2
• िफर से वे को गम या ठं डे पानी से धो ल ।
• टाइट ूट ल ेम समायोिजत कर । (Fig 2)
• वे पर का कोई िनशान नहीं रहना चािहए। वे पूरा होने के
बाद, यह जंग का कारण बनेगा।
• वे दोष के िलए जाँच कर ।
• जैसे-जैसे जॉइ का अंत िनकट आता है, ो पाइप और िफलर रॉड
का कोण कम कर और भीतरी कोन ऊपर उठाएं । यह जॉइ को
जलने से बचाने के िलए िकया जाता है।
कौशल म (Skill Sequence)
3mm मोटी ए ूमीिनयम शीट पर ायर बट जॉइ (Square butt joint on aluminium sheet
of 3mm thick)
उ े : यह आपको सहायक होगा
• 3 mm मोटी ए ूमीिनयम शीट पर ायर बट जॉइ तैयार कर और वे कर ।
वगा कार िकनारों को तैयार करते समय िकनारों को जोड़ने के िलए खांचे चूंिक ए ुमीिनयम के िपघलने पर कोई रंग प रवत न नहीं होता है, बेस
बना ल । Fig 1 मेटल की सतहों पर ऑ ाइड िफ के िकसी भी िसकु ड़न के िलए ान
चूंिक टाइट ूट ल ेम ािपत करना मु ल है, इसिलए वे ंग से देख जो बेस मेटल के िपघलने की शु आत का संके त देता है।
ए ूमीिनयम के िलए ब त ही मामूली काब राइिजंग ेम सेट की जाती है।
ले वड तकनीक का उपयोग करते समय, वे ंग की गित के प म
ो पाइप कोण धीरे-धीरे कम हो जाएगा। Fig 2
154 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.55