
Page 173 - TDM - 1st Year - TT - Hindi
P. 173
स टर िड िलंग के तरीके (Methods of centre drilling)
स टर िड िलंग पर की जा सकती है
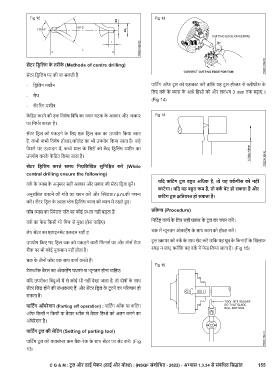
- िड िलंग मशीन पािट ग ऑफ टू ल को एडज कर तािक यह टू ल-हो र से ीयर स के
िलए वक के ास के आधे िह े को और लगभग 3 mm तक बढ़ाए ।
- लेथ
(Fig 14)
- स ट रंग मशीन
क ि त करने की एक िवशेष िविध का चयन घटक के आकार और आकार
पर िनभ र करता है।
स टर िड ल को पकड़ने के िलए एक िड ल चक का उपयोग िकया जाता
है, कभी-कभी िवशेष हो र/कोलेट का भी उपयोग िकया जाता है। बड़े
पैमाने पर उ ादन म , क े माल के िसरों को क िड िलंग मशीन का
उपयोग करके क ि त िकया जाता है।
स टर िड िलंग करते समय िन िल खत सुिनि त कर (While
central drilling ensure the following)
यिद किटंग टू ल ब त अिधक है, तो यह वक पीस को नहीं
वक के ास के अनुसार सही आकार और कार की स टर िड ल चुन ।
काटेगा। यिद यह ब त कम है, तो वक ब ट हो सकता है और
अनुशंिसत काटने की गित का चयन कर और ंडल r.p.m.की गणना किटंग टू ल ित हो सकता है।
कर । स टर िड ल के ाल ेन िड िलंग ास को ान म रखते ए।
जॉब ास का ंडल गित पर कोई भाव नहीं पड़ता है ि या (Procedure)
वक का फे स िकसी भी ‘िपपʼ से मु होना चािहए। िनिद काय के िलए सही कार के टू ल का चयन कर ।
लेथ स टर का एलाइनम ट एकदम सही ह चक म ूनतम ओवरह ग के साथ काम को हो कर ।
उपयोग िकए गए िड ल चक को पकड़ने वाली िफं गस पर और मोस ट पर टू ल ायर को वक के साथ सेट कर तािक यह ूव के िकनारों के खलाफ
श क पर भी कोई नुकसान नहीं होता है। रगड़ न जाए, ों िक यह वक म फे ड िकया जाता है। (Fig 15)
चक के तीनों जॉस एक साथ काय करते ह ।
टेल ॉक बैरल का ओवरह ग यथासंभव ूनतम होना चािहए।
यिद उपरो िबंदुओं म से कोई भी नहीं देखा जाता है, तो दोषों के साथ
स टर िछ होने की संभावनाएं ह , और स टर िड ल के टू टने का प रणाम हो
सकता है।
पािट ग ऑपरेशन (Parting off operation) : पािट ग ऑफ या किटंग
ऑफ िकसी न िकसी या तैयार ॉक से तैयार िह े को अलग करने का
ऑपरेशन है।
पािट ग टू ल की सेिटंग (Setting of parting tool)
पािट ग टू ल को यथासंभव कम बैक-रेक के साथ स टर पर सेट कर । (Fig
13)
C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.3.34 से संबंिधत िस ांत 155