
Page 170 - TDM - 1st Year - TT - Hindi
P. 170
कै िपटल गुड्स & मै ुफै रंग (C G & M) अ ास 1.3.34 से संबंिधत िस ांत
टू ल एं ड डाई मेकर (डाई एं ड मो ्स) (T D M) (Dies & Moulds) - टिन ग
लेथ ऑपरेशन -फे िसंग (Lathe operations)-(facing)
उ े : इस पाठ के अंत म आप यह जान सक गे :
• लेथ मशीन के िविभ कार के ऑपरेशन की सूची बनाएं
• ेक ऑपरेशन का अथ बताएं
• संि उ े , ेक ऑपरेशन के दोष।
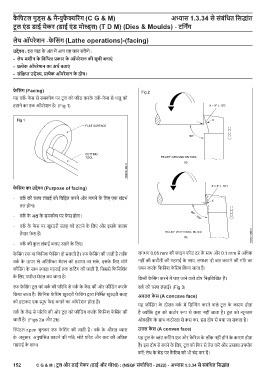
फे िसंग (Facing)
यह वक -फे स से समकोण पर टू ल को फीड करके वक -फे स से धातु को
हटाने का एक ऑपरेशन है। (Fig 1)
फे िसंग का उ े (Purpose of facing)
- वक की चरण लंबाई को िचि त करने और मापने के िलए एक संदभ
तल होना।
- वक के अ के समकोण पर फे स होना।
- वक के फे स पर खुरदरी सतह को हटाने के िलए और इसके बजाय
तैयार फ े स ह ।
- वक की कु ल लंबाई बनाए रखने के िलए।
फे िसंग रफ या िफिनश फे िसंग हो सकती है। रफ फे िसंग की जाती है तािक लगभग 0.05 mm की फाइन फ़ीड दर के साथ और 0.1 mm से अिधक
वक के ऊपर से अित र मेटल को हटाया जा सके , इसके िलए मोटे नहीं की कटौती की गहराई के साथ, लगभग दो बार काटने की गित का
फीिडंग के साथ ादा गहराई तक किटंग की जाती है, िजससे िफिनिशंग चयन करके िफिनश फे िसंग िकया जाता है।
के िलए पया मेटल बच जाता है। िकसी फे िसंग करने म पाए जाने वाले दोष िन िल खत ह ।
रफ फे िसंग टू ल को वक की प रिध से वक के क की ओर फीिडंग करक े वक की चरण लंबाई। (Fig 3)
िकया जाता है। िफिनश फे िसंग खुरदरी फे िसंग ारा िनिम त खुरदरी सतह अवतल फे स (A concave face)
को हटाकर एक ूथ फे स बनाने का ऑपरेशन होता है।
यह फीिडंग के दौरान वक म िड ंग करने वाले टू ल के कारण होता
वक के क से प रिध की ओर टू ल को फीिडंग करके िफिनश फे िसंग की है ों िक टू ल को कठोर प से कसा नहीं जाता है। टू ल को ूनतम
जाती है। (Figs 2a और 2b) ओवरह ग के साथ कठोरता से कस कर, इस दोष से बचा जा सकता है।
ंडल r.p.m चुनकर रफ फे िसंग की जाती है। वक के औसत ास उ ल फे स (A convex face)
के अनुसार, अनुशंिसत काटने की गित, मोटे फ़ीड और कट की अिधक यह टू ल के ंट किटंग एज और कै रज के लॉक नहीं होने के कारण होता
गहराई के साथ। है। इस दोष से बचने के िलए, टू ल को िफर से तेज कर और उसका उपयोग
कर ; लेथ के बेड पर कै रज को भी बंद कर द ।
152 C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.3.34 से संबंिधत िस ांत