
Page 171 - TDM - 1st Year - TT - Hindi
P. 171
पाइप स टर म छोड़ िदया (A pip left in the centre)
यह टू ल के सही क ऊं चाई पर सेट नहीं होने के कारण होता है। टू ल को
सही क ऊं चाई पर रखकर इस दोष से बचा जा सकता है।
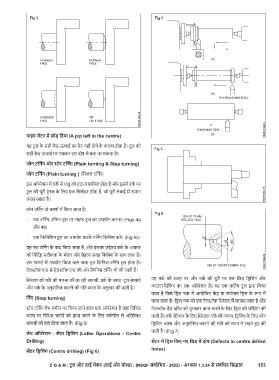
ेन टिन ग और ेप टिन ग (Plain turning & Step turning)
ेन टिन ग (Plain turning ) (पैरेलल टिन ग)
इस ऑपरेशन म वक से धातु को हटाना शािमल होता है और इसम वक पर
टू ल की पूरी ट ेवल के िलए एक िसल डर होता है, जो पूरी लंबाई म समान
ास रखता है।
ेन टिन ग दो चरणों म िकया जाता है।
- रफ टिन ग, रिफं ग टू ल या नाइफ टू ल का उपयोग करना। (Figs 4a
और 4b)
- एक िफिनिशंग टू ल का उपयोग करके टिन ग िफिनश कर । (Fig 4c)
यह रफ टिन ग के बाद िकया जाता है, और इसका उ े वक के आकार
को िनिद सटीकता के भीतर और बेहतर सतह िफिनश के साथ लाना है।
इस मामले म उपयोग िकया जाने वाला टू ल िफिनश टिन ग टू ल होता है।
टेल ॉक ए से हेड ॉक ए की ओर िफिनश टिन ग भी की जाती है।
ंडल की गित की गणना की जा रही साम ी, वक के ास, टू ल साम ी यह वक की सतह पर और वक की धुरी पर एक िछ िड िलंग और
और वक के अनुशंिसत काटने की गित ास के अनुसार की जाती है। काउंटरिसंिकं ग का एक ऑपरेशन है। यह एक किटंग टू ल ारा िकया
जाता है िजसे िड ल चक म आयोिजत क या संयोजन िड ल के प म
िन ग (Step turning)
जाना जाता है। िड ल चक को एक टेल ॉक ंडल म लगाया जाता है और
ेप टिन ग लेथ मशीन पर िकया जाने वाला एक ऑपरेशन है जहां िविभ टेल ॉक ह ड ील को घुमाकर काम करने के िलए िड ल की फीिडंग की
ास पर िविभ चरणों को ा करने के िलए वक पीस से अित र जाती है। वक रोटेशन के िलए ंडल गित की गणना, िड िलंग के िलए ेन
साम ी को हटा िदया जाता है। (Fig 5) िड िलंग ास और अनुशंिसत काटने की गित को ान म रखते ए की
जाती है। (Fig 7)
लेथ ऑपरेशन - स टर िड िलंग (Lathe Operations - Centre
Drilling) स टर म िड ल िकए गए िछ म दोष (Defects in centre drilled
holes)
स टर िड िलंग (Centre drilling) (Fig 6)
C G & M : टू ल और डाई मेकर (डाई और मो ) : (NSQF संशोिधत - 2022) - अ ास 1.3.34 से संबंिधत िस ांत 153