
Page 117 - TDM - 1st Year - TP - Hindi
P. 117
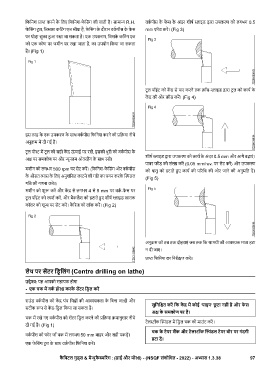
िफिनश ा करने के िलए िफिनश-फे िसंग की जाती है। सामा R.H. वक पीस के फे स के अंदर शीष ाइड ारा उपकरण को लगभग 0.5
फे िसंग टू ल, िजसका किटंग एज सीधा है, फे िसंग के दौरान वक पीस के फे स mm फ़ीड कर । (Fig 3)
पर थोड़ा झुका आ रखा जा सकता है। एक उपकरण, िजसके किटंग एज
को एक कोण पर जमीन पर रखा जाता है, का उपयोग िकया जा सकता
है। (Fig 1)
टू ल पॉइंट को क से पार करने तक ॉस- ाइड ारा टू ल को काय के
क की ओर फ़ीड कर । (Fig 4)
इस तरह के एक उपकरण के साथ वक पीस िफिनश करने की ि या नीचे
अनु म म दी गई है।
टू ल पो म टू ल को सही क ऊं चाई पर रख , इसकी धुरी को वक पीस के
अ पर समकोण पर और ूनतम ओवरह ग के साथ रख । शीष ाइड ारा उपकरण को काय के अंदर 0.5 mm और आगे बढ़ाएं ।
पावर फीड को संल कर (0.05 mm/rev. पर सेट कर ) और उपकरण
मशीन को लगभग 500 rpm पर सेट कर । (िफिनश-फे िसंग और वक पीस को धातु को हटाते ए काय की प रिध की ओर जाने की अनुमित द ।
के औसत ास के िलए अनुशंिसत काटने की गित का चयन करके ंडल (Fig 5)
गित की गणना कर ।)
मशीन को शु कर और क से लगभग 4 से 5 mm पर वक -फे स पर
टू ल पॉइंट को श कर , और बैकलैश को हटाते ए शीष ाइड ातक
कॉलर को शू पर सेट कर । कै रज को लॉक कर । (Fig 2)
अनु म को तब तक दोहराएं जब तक िक साम ी की आव क मा ा हटा
न दी जाए।
ा िफिनश का िनरी ण कर ।
लेथ पर स टर िड िलंग (Centre drilling on lathe)
उ े : यह आपको सहायक होगा
• एक चक म वक हो करके स टर िड ल कर
राउंड वक पीस को क पंच िच ों की आव कता के िबना ज ी और
सटीक प से क -िड ल िकया जा सकता है। सुिनि त कर िक क म कोई ‘पाइप’ छू टा नहीं है और फे स
अ के समकोण पर है।
चक म रखे गए वक पीस को स टर िड ल करने की ि या मानुसार नीचे
टेल ॉक ंडल म िड ल चक को माउंट कर ।
दी गई है। (Fig 1)
चक के टेपर श क और टेल ॉक ंडल टेपर बोर पर गंदगी
वक पीस को फोर जॉ चक म लगभग 50 mm बाहर और सही पकड़ ।
हटा द ।
एक फे िसंग टू ल के साथ वक पीस िफिनश कर ।
कै िपटल गुड्स & मै ुफै रंग : (डाई और मो ) - (NSQF संशोिधत - 2022) - अ ास 1.3.38 97