
Page 112 - TDM - 1st Year - TP - Hindi
P. 112
टा 2: ‘V’ ेिडंग टू को ाइंड करना
• रफ ाइंिडंग ील का उपयोग करके दािहने हाथ की अित र • ूथ ाइंिडंग ील का उपयोग करके सभी साइडों को िफिनश कर ।
साम ी को आव क चौड़ाई और लंबाई तक हटा द । • स टर गेज ारा टू ल की जांच कर ; उपकरण के गेज और काटने वाले
• रफ ाइंिडंग ील पर टू ल की मोटाई का आधा ाइंड कर ल । िकनारों से गुजरने वाला कोई काश नहीं होना चािहए।
• 4° से 8° ं ट ीयर स कोण पर ाइंड कर । • ूथ ील म काटने पॉइंट को सावधानी से ाइंड िकया जाता है।
• टू ल को ील के सामने 27½° के कोण पर पकड़ । • अंत म किटंग एज पर ऑयल ोन लगाकर टू ल को लैप कर ।
• उपकरण के बाईं ओर 27½° पर ाइंड कर । याद है (Remember)
• उपकरण पर 55° का इ ुडेड एं गल ा करने के िलए उपरो • उपकरण को जलने से बचाएं ।
ि या को उपकरण के दाईं ओर दोहराएं । • ाइंिडंग के दौरान किटंग एज िदखाई देना चािहए।
• टू ल के हर तरफ 3° से 5° साइड ीयर स एं गल को ाइंड कर ।
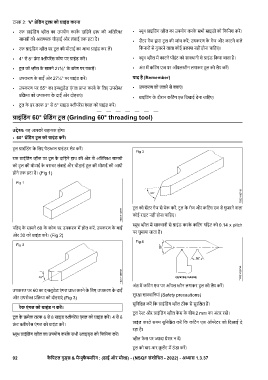
ाइंिडंग 60° ेिडंग टू ल (Grinding 60° threading tool)
उ े : यह आपको सहायक होगा
• 60° ेिडंग टू ल को ाइंड कर ।
टू ल ाइंिडंग के िलए पेड ल ाइंडर सेट कर ।
रफ ाइंिडंग ील पर टू ल के दािहने हाथ की ओर से अित र साम ी
को टू ल की मोटाई के बराबर लंबाई और चौड़ाई टू ल की मोटाई की आधी
होने तक हटा द । (Fig 1)
टू ल को स टर गेज से चेक कर , टू ल के गेज और किटंग एज से गुजरने वाला
कोई राइट नहीं होना चािहए।
ूथ ील म सावधानी से ाइंड करके किटंग पॉइंट को 0.14 x pitch
पिहए के सामने 60 के कोण पर उपकरण म होल कर , उपकरण के बाईं
पर घुमाया जाता है।
ओर 30 को ाइंड कर । (Fig 2)
अंत म किटंग एज पर ऑयल ोन लगाकर टू ल को लैप कर ।
उपकरण पर 60 का इ ुडेड एं गल ा करने के िलए उपकरण के दाईं
सुर ा सावधािनयां (Safety precautions)
ओर उपरो ि या को दोहराएं (Fig 3)
सुिनि त कर िक ाइंिडंग ील ठीक से सुरि त ह ।
रेक एं गल को ाइंड न कर ।
टू ल रे और ाइंिडंग ील फे स के बीच 2 mm का अंतर रख ।
टू ल के ेक तरफ 6 से 8 साइड ीयर स एं गल को ाइंड कर । 4 से 6
ाइंड करते समय सुिनि त कर िक किटंग एज ऑपरेटर को िदखाई दे
ं ट ीयर स एं गल को ाइंड कर ।
रहा है।
ूथ ाइंिडंग ील का उपयोग करके सभी ाइड्स को िफिनश कर ।
ील फे स पर ादा ेशर न द ।
टू ल को बार-बार कू ल ट म ठं डा कर ।
92 कै िपटल गुड्स & मै ुफै रंग : (डाई और मो ) - (NSQF संशोिधत - 2022) - अ ास 1.3.37