
Page 114 - TDM - 1st Year - TP - Hindi
P. 114
काय का म (Job Sequence)
टा 1: राउंड रॉड को फोर जॉ चक म सेट कर
• क े माल के आकार की जाँच कर । • 48 mm पर पकड़ कर इसे उ ा और रीसेट कर ।
• जॉब को 4 जॉ चक म पकड़ , 60 mm ेिपत कर और इसे सही • दू सरे छोर का सामना कर और 110 mm की कु ल लंबाई बनाए रख
कर । और पहले से मुड़े ए ास के साथ 48 mm टन कर ।
• एक िसरे का सामना कर । • अित र धातु हटा द ।
• बीच म िड ल कर । • माइ ोमीटर से ास और विन यर कै लीपर से लंबाई की जाँच कर ।
• 48 mm से 55 mm लंबाई म मुड़ । • 4 जॉ चक से वक पीस को हटा द ।
टा 2: फे स और ेन राउंड रॉड को आव क आयामों म बदल द
• उपयु लेथ वाहक के साथ क ों के बीच म जॉब सेट कर । mm लंबाई बनाए रख ।
• 45.5 mm को 80 mm की लंबाई म टन कर । • च बर 1x45° ड ाइंग के अनुसार।
• चरण को 35 mm से 45 mm की लंबाई म टन कर । • वक पीस को उ ा कर द और 45 mm घुमाकर उसे च बर कर द ।
• जांच ल िक 35 की लंबाई 30 mm होनी चािहए। • वक पीस को हटाएं , साफ तेल लगाएं और इसे सुरि त रख ।
• इसी कार चरण 25, 20 को टन कर और मशः 25 mm और 20
कौशल म (Skill Sequence)
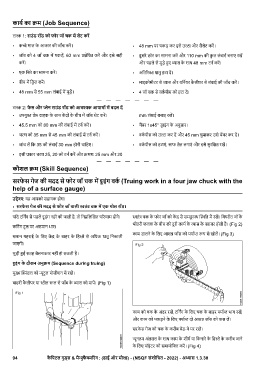
सरफे स गेज की मदद से फोर जॉ चक म इंग वक (Truing work in a four jaw chuck with the
help of a surface gauge)
उ े : यह आपको सहायक होगा
• सरफे स गेज की मदद से फोर जॉ वाली तं चक म एक गोल रॉड।
यिद टिन ग से पहले इंग नहीं की जाती है, तो िन िल खत प रणाम होंगे। तं चक के फोर जॉ को क से समदू र थ थित म रख । िवपरीत जॉ के
भीतरी फलक के बीच की दू री काय के ास के बराबर होती है। (Fig 2)
किटंग टू ल पर असमान भार।
काम डालने के िलए आस जॉस को पया प से खोल । (Fig 3)
समान गहराई के िलए क के बाहर के िह े से अिधक धातु िनकाली
जाएगी।
मुड़ी ई सतह बेलनाकार नहीं हो सकती है।
इंग के दौरान अनु म (Sequence during truing)
मु ंडल को ूट ल पोजीशन म रख ।
बाहरी कै लीपर या ील ल से जॉब के ास को माप । (Fig 1)
काम को चक के अंदर रख , टिन ग के िलए चक के बाहर पया भाग रख ,
और काम को पकड़ने के िलए पया दो आस जॉस को कस ल ।
सरफे स गेज को चक के करीब बेड-वे पर रख ।
ूनतम अंतराल के साथ काम के शीष या िकनारे के िह े के करीब जाने
के िलए पॉइंटर को समायोिजत कर । (Fig 4)
94 कै िपटल गुड्स & मै ुफै रंग : (डाई और मो ) - (NSQF संशोिधत - 2022) - अ ास 1.3.38