
Page 120 - TDM - 1st Year - TP - Hindi
P. 120
वक पीस को हाथ म पकड़ , लाइव स टर (कै रयर एं ड) के साथ वक पीस (ब त ादा टाइट करने से डेड स टस म गड़गड़ाहट होगी जबिक ब त
का स टर सेट कर । टेल ॉक ह ड ील को घुमाकर टेल ॉक ंडल ादा टाइट करने से सतह चटक जाएगी)।
को िहलाएं और सुिनि त कर िक डेड स टर िटप वक पीस के स टर होल म मशीन को लगभग 250 rpm पर सेट कर । और काय को कु छ सेकं ड के
वेश करती है। टेल ॉक प नट को कस कर टेल ॉक को थित म िलए चलने द ।
रख । (Fig 3) आव क ितरोध के िलए एक बार िफर जाँच कर , और यिद आव क
सुिनि त कर िक क ों के बीच वक पीस की गित म थोड़ा ितरोध महसूस हो तो समायोिजत कर ।
िकया जाता है।
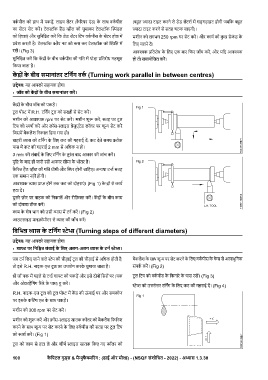
क ों के बीच समानांतर टिन ग वक (Turning work parallel in between centres)
उ े : यह आपको सहायक होगा
• जॉब को क ों के बीच समानांतर कर ।
क ों के बीच जॉब को पकड़े।
टू ल पो म R.H. टिन ग टू ल को स ी से सेट कर ।
मशीन को आव क rpm पर सेट कर । मशीन शु कर , सतह पर टू ल
िटप को श कर और ॉस- ाइड ेजुएटेड कॉलर पर शू सेट कर
िजसम बैकलैश िनकाल िदया गया हो।
बाहरी ास को टिन ग के िलए कट की गहराई द : कट देते समय ेक
पास म कट की गहराई 2 mm से अिधक न हो।
3 mm की लंबाई के िलए टिन ग के तुरंत बाद आकार की जांच कर ।
पुि के बाद ही जारी रख आकार सीमा के भीतर है।
कै रज ह ड ील की गित धीमी और थर होनी चािहए। अ था ट सतह
एक समान नहीं होगी।
आव क ास ा होने तक कट को दोहराएं । (Fig 1) के ों से काय
हटा द ।
दू सरे छोर पर वाहक को िनकाल और रीिफ़ कर । क ों के बीच काम
को दोबारा ठीक कर ।
काम के शेष भाग को उसी ास म टन कर । (Fig 2)
आउटसाइड माइ ोमीटर से ास की जाँच कर ।
िविभ ास के टिन ग े (Turning steps of different diameters)
उ े : यह आपको सहायक होगा
• शा पर िनि त लंबाई के िलए अलग-अलग ास के टन े ।
जब टन िकए जाने वाले ेप की चौड़ाई टू ल की चौड़ाई से अिधक होती है, बैकलैश के साथ शू पर सेट करने के िलए वक पीस के फे स से अ ाधुिनक
तो इसे R.H. नाइफ-एज टू ल का उपयोग करके घुमाया जाता है। संपक कर । (Fig 2)
ी जॉ चक म पहले से ट शा को पकड़ और इसे दोनों िसरों पर (चक टू ल िटप को वक पीस के िकनारे के पास रख । (Fig 3)
और ओवरह िगंग िसरे के पास) कर ।
े को उ रो र टिन ग के िलए कट की गहराई द । (Fig 4)
R.H. नाइफ-एज टू ल को टू ल पो म क की ऊं चाई पर और समकोण
पर इसके किटंग एज के साथ पकड़ ।
मशीन को 300 rpm पर सेट कर ।
मशीन को शु कर और ॉस- ाइड ातक कॉलर को बैकलैश िफिनश
करने के साथ शू पर सेट करने के िलए वक पीस की सतह पर टू ल िटप
को श कर । (Fig 1)
टू ल को काम से हटा ल और शीष ाइड ातक िकए गए कॉलर को
100 कै िपटल गुड्स & मै ुफै रंग : (डाई और मो ) - (NSQF संशोिधत - 2022) - अ ास 1.3.38