
Page 82 - Welder (W&I)- TT - Telugu
P. 82
గూ రి ప్ మరియు ఫైిల్ ల�ట్ వెలి్డింగ్ లోల ఉప బలం యొక్క
అనుమత్ంచదగిన విలువ T/10, ఇక్కడ “T” అనేది మాతృ లోహం
యొక్క మందం.
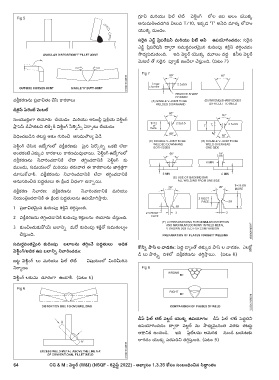
సరెైన ఎడ్జి పి్రపరేషన్ మరియు ఫిట్ అప్ ఉపయోగ్ించడం: సరెసన
ఎడ్జి పి్రపరేషన్ దావారా సమర్థవంతమ్�ైన కుదింపు శక్్రతుని తగిగాంచడం
సాధయేపడ్లతుంది. ఇది వెల్డిర్ యొక్క మూలం వద్ద కనీస వెల్డిర్
మ్�టల్ తో సరెసన ఫ్్యయేజ్ ఉండేలా చేసుతు ంది. (పటం 7)
వక్్సతుకరణను ప్రభావితం చేస్్త క్ారక్ాలు
డిజెైన్ పేరెంట్ మెటల్
సంయుకతుంగా తయారు చేయడం మరియు అస్ెంబ్లో ప్రక్్రరియ వెలి్డింగ్
పా్ర స్ెస్ డషిపాజిటని ట�క్్ర్నక్ వెలి్డింగ్ స్ీక్ెవాన్సి ఏరా్పటు చేయడం
విధించబడషిన తటస్థ అక్షం గురించి అసమతౌలయే వేడషి
వెలి్డింగ్ చేస్ిన ఉద్రయేగంలో వక్్సతుకరణకు పెైన ప్తరొ్కన్న ఒకటి లేదా
అంతకంటే ఎకు్కవ క్ారక్ాలు క్ారణమవుతాయి. వెలి్డింగ్ ఉద్రయేగంలో
వక్్సతుకరణను నివారించడానిక్్ర లేదా తగిగాంచడానిక్్ర వెలి్డింగ్ కు
ముందు, సమయంలో మరియు తరువాత ఈ క్ారక్ాలను జాగరితతుగా
చూసుక్ోవాలి. వక్్సతుకరణను నివారించడానిక్్ర లేదా తగిగాంచడానిక్్ర
అనుసరించిన పద్ధతులు ఈ క్్రరింద విధంగా ఉనా్నయి.
వక్్సతుకరణ నివారణ: వక్్సతుకరణను నివారించడానిక్్ర మరియు
నియంత్్రంచడానిక్్ర ఈ క్్రరింద పద్ధతులను ఉపయోగిసాతు రు.
1 ప్రభావితమ్�ైన కుదింపు శక్్రతుని తగిగాసుతు ంది.
2 వక్్సతుకరణను తగిగాంచడానిక్్ర కుదింపు శకుతు లను తయారు చేసుతు ంది.
3 కుంచించుకుపో యి్య బలాని్న మరో కుదింపు శక్్రతుతో సమతులయేం
చేసుతు ంది.
సమర్థావంతమెైన క్ుద్ింపు బల్ాల్ను తగ్ిగించే పదధాతుల్ు అధిక్
కొని్న ప్యస్ ల్ వ్యడక్ం: పెద్ద డాయేంతో తకు్కవ పాస్ ల వాడకం. ఎలక్ోటీరో
వెలి్డంగ్/అధిక్ ఉప బల్ాని్న నివ్యరించడం:
డ్ లు పార్శ్వా దిశలో వక్్సతుకరణను తగిగాసాతు యి. (పటం 8)
బటటీ వెలి్డింగ్ లు మరియు ఫైిల్ ల�ట్ విషయంలో మిత్మీరిన
నిరామాణం
వెలి్డింగ్ లకుమ దూరంగా ఉండాలి. (పటం 6)
డీప్ ఫిల్ ల్ెట్ వెల్్డర్ యొక్్క ఉపయోగం: డీప్ ఫైిల్ ల�ట్ పద్ధత్ని
ఉపయోగించడం దావారా వెల్డిర్ ను సాధయేమ్�ైనంత వరకు తటస్థ
అక్షానిక్్ర ఉంచండషి. ఇది ప్తలోట్ లను అమరిక నుండషి బయటకు
లాగడం యొక్క పరపత్ని తగిగాసుతు ంది. (పటం 9)
64 CG & M : వెల్్డర్ (W&I) (NSQF - రివెైస్్డ 2022) - అభ్్యయాసం 1.3.35 కోసం సంబంధించిన సిద్్ధ ధా ంతం