
Page 78 - Welder (W&I)- TT - Telugu
P. 78
2 అని్న లోహ్లు ఫ్రర్సి మరియు నాన్ ఫ్రర్సి.
గ్్యయాస్ వెలి్డంగ్ టెక్స్నక్
గుడివెైపు వెలి్డంగ్ టెక్స్నక్: ఇది ఆక్్ససి-ఎస్ిటిలిన్ గాయేస్ వెలి్డింగ్ ట�క్్ర్నక్,
దీనిలో వెలి్డింగ్ పని యొక్క ఎడమ చేత్ అంచు వద్ద వెలి్డింగ్
పా్ర రంభమవుతుంది మరియు ఇది కుడషి వెైపుకు వెళ్ుతుందు.
మందపాటి స్ీటీల్ ప్తలోగలోపెై (5 మి. మీ గంటే ఎకు్కవ) ఉత్పత్తు పనులకు
సహ్యపడటానిక్్ర ఈ సాంక్ేత్కత అభివృది్ధ చేయబడషింది, తదావారా
మంచి నాణయేత కలిగిన ఆరి్థక వెలి్డింగలోను ఉత్పత్తు చేసుతు ంది.
దీనిని బాయేక్ వర్్డి లేదా బాయేక్ హ్యేండ్ ట�క్్ర్నక్ అనని క్యడా పిలుసాతు రు,
దీని లక్షణాలు ఈ క్్రరి దివి. (పటం 3)
దిగువ ఇవవాబడ్డి పటిటీక బటటీ క్్సళ్లో క్ొరకు గుడషివెైపు వెలి్డింగ్ ట�క్్ర్నక్
దావారా తేలికలాంటి ఉకు్కను వెలి్డింగ్ చేయడానిక్్ర సంబంధించిన
వివరాలను ఇసుతు ంది.
అపిలుకేషన్: షీట్ పెైపుల యొక్క 5 మిమీద గంటే ఎకు్కవ మందం
ఉన్న స్ీటీల్ వెలి్డింగ్ మరియు ‘లాండే’ వెలి్డింగ్ పా్ర స్ెస్ క్ొరకు ఈ ట�క్్ర్నక్
ఉపయోగించబడ్లతుంది.
ప్రయోజనం: తకు్కవ బె వెల్ యాంగిల్, తకు్కవ పిలలోర్ రాడ్
ఉపయోగించడం మరియు వేగం పెరగడం వలలో వెల్డిర్ యొక్క ప్ర డవు
పరుగుకు తకు్కవ ఖరుచు. వెలి్డింగ్సి చాలా వేగంగా తయారవుతాయి.
కరికని లోహం యొక్క తకు్కవ పరిమాణం యొక్క తకు్కవ
విసతురణ మరియు సంక్ోచం క్ారణంగా వక్్సతుకరణను నియంత్్రంచడం
వెలి్డింగ్ అనేది పని యొక్క ఎడమ చేత్ అంచు వద్ద
సులభం. నిక్షిపతుమ్�ైన లోహం వెైపు మళిలోంచబడే మంట నెమమాదిగా
పా్ర రంభించబడ్లతుంది మరియు ఇది కుడషి వెైపుకు వెళ్ుతుందు.
మరియు ఏరీత్గా చలలోబడటానిక్్ర అనుమత్ంచబడ్లతుంది. వెలి్డింగ్
బూలో పెైప్ వెలి్డింగ్ ల�ైన్ తో 40° - 50° క్ోణంలో ఉంచబడ్లతుంది.
సమయంలో నిక్షిపతుం చేయబడషిన లోహం వెైపు ఎలలోపు్పడూ
వెలి్డింగ్ ల�ైన్ తో పిలలోర్ రాడ్ 30° - 40° క్ోణంలో ఉంచబడ్లతుంది.
దిశ్ానిరే్దశం చేయబడటం వలలో వెలి్డింగ్ మ్�టల్ పెై జావాల యొక్క
పిలలోర్ రాడ్ వెలి్డింగ్ బూలో పెైప్ ను అనుసరిసుతు ంది. వెలి్డింగ్ ఫై్త్రమ్
అధిక అనల జింగ్ చరయే ఉంటుంది.
నిక్ేపించబడషిన వెలి్డింగ్ మ్�టల్ వెైపు మళ్ులో తుంది.
కరికని ఫ్్యల్ గురించి మనం మంచి వీక్షణంను కలిగి ఉండవచుచు,
పిలలోర్ రాడ్ కు ముందు దిశలో భ్రమణ లేదా వృతాతు క్ార ల్యప్
ఇది వెలి్డింగ్ పెై మంచి నియంత్రణను ఇసుతు ంది, దీని ఫ్లితంగా ఎకు్కవ
కదలిక ఇవవాబడ్లతుంది. బూలో పెై సరళ్ రేఖలో గుడషివెైపు స్ి్థరంగా
చొచుచుకుపో తుంది. జావాల యొక్క రిడక్షన్ జోన్ నిరంతర కవరేజని
కదులుతుంది. ఈ సాంక్ేత్కత ఫ్్యయేజ్ క్ోసం ఎకు్కవ వేడషిని ఉత్పత్తు
అందిసుతు ంది క్ాబటిటీ చలన లోహంపెై ఆక్్ససికరణ ప్రభావం తగుగా తుంది.
చేసుతు ంది, ఇది మందపాటి స్ీటీల్ ప్తలోట్ వెలి్డింగ్ క్ోసం చౌకగా ఉంటుంది.
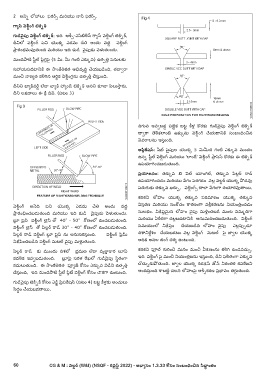
గుడషివెైపు ట�క్్ర్నక్ క్ోసం ఎడ్జి పి్రపరేషన్ (పటం 4) బటటీ క్్సళ్లోకు అంచులు
స్ిద్ధం చేయబడతాయి.
60 CG & M : వెల్్డర్ (W&I) (NSQF - రివెైస్్డ 2022) - అభ్్యయాసం 1.3.33 కోసం సంబంధించిన సిద్్ధ ధా ంతం