
Page 409 - Content.pmd
P. 409
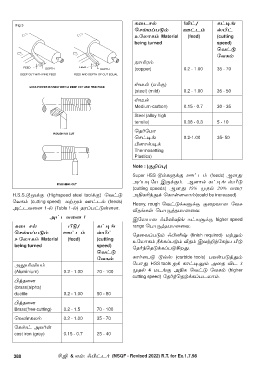
Fig 3 LûPNp f«h/ Lh¥e
ùNnVlTÓm FhPm vÀh
EúXôLm Material (feed) (cutting
being turned speed)
ùYhÓ
úYLm
RôªWm
FEED DEPTH FEED DEPTH (copper) 0.2 - 1.00 35 - 70
DEEP CUT WITH FINE FEED FEED AND DEPTH OF CUT EQUAL
v¼p (G@Ï)
LESS POWER IS USED WITH A DEEP CUT AND FINE FEED
(steel) (mild) 0.2 - 1.00 35 - 50
v¼p
Medium-carbon) 0.15 - 0.7 30 - 35
Steel (alloy high
tensile) 0.08 - 0.3 5 - 10
ùRoúUô
ROUGHING CUT
ùNh¥e 0.2-1.00 35- 50
©[ôv¥d
Thermosetting
Plastics)
Note : (ϱl×)
Super HSS åpLÞdÏ FhPm (feeds) B]Õ
AlT¥úV CÚdÏm. B]ôp Lh¥e vÀÓ
FINISHING CUT
(cutting speeds) B]Õ 15% ØRp 20% YûW
H.S.S.åÛdÏ (Highspeed steel tooldÏ) ùYhÓ A§L¬jÕd ùLôs[Xôm(could be increased)
úYLm (cutting speed) Utßm FhPm (feeds)
Heavy, rough ùYhÓdLÞdÏ Ïû\Yô] úYL
AhPYû] 1þp (Table 1þp) RWlThÓs[].
ÅReLs ùTôÚjRUô]ûY.
AhPYû] 1
CúXNô] @©²μe LhLÞdÏ higher speed
LûPNp ÀÓ/ Lh¥e range ùTôÚjRUô]ûY,
ùNnVlTÓm FhPm vÀh úRûYlTÓm @©²x (finish required) Utßm
EúXôLm Material (feed) (cutting EúXôLm ¿dLlTÓm ÅRm CYt±túLtT ÀÓ
being turned speed)
úRokùRÓdLlTÓ¡\Õ.
ùYhÓ
úYLm LôoûTÓ åpv (carbide tools) TVuTÓjÕm
AÛª²Vm úTôÕ HSS tools Id Lôh¥Ûm AûR ®P 3
(Aluminium) 0.2 - 1.00 70 - 100 ØRp 4 UPeÏ A§L ùYhÓ úYLm (higher
cutting speed) úRokùRÓdLlTPXôm.
©jRû[
(brass(alpha)
ductile 0.2 - 1.00 50 - 80
©jRû[
Brass(free cutting) 0.2 - 1.5 70 - 100
ùYiLXm 0.2 - 1.00 35 - 70
úLvh AVou
cost iron (grey) 0.15 - 0.7 25 - 40
388 £_õ & Gm: @©hPo (NSQF - Revised 2022) R.T. for Ex.1.7.98