
Page 408 - Content.pmd
P. 408
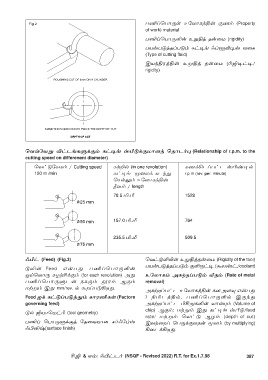
Fig 2 T¦lùTôÚs EúXôLj§u ÏQm (Property
of work) material
T¦lùTôÚ°u Eߧj RuûU (rigidity)
TVuTÓjRlTÓm Lh¥e @lð«¥u YûL
(Type of cutting fluid)
CVk§Wj§u Eߧj RuûU (¬´¥h¥/
rigidity)
ROUGHING CUT OF 3mm ON A CYLINDER
DIAMETER IS REDUCED BY TWICE THE DEPTH OF CUT
DEPTH OF CUT
ùYqúYß ®hPeLÞdÏm Lh¥e vÀÓdÏUô]j ùRôPo× (Relationship of r.p.m. to the
cutting speed on differenent diameter)
ùYhÓúYLm / Cutting speed Ñt±p (in one revolution) LQd¡PlThP v©i¥p
120 m /min Lh¥e êûXd LPkÕ r.p.m (rev. per. minute)
ùNpÛm EúXôLj§u
¿[m / length
78.5 ª..Á 1528
25 mm
50 mm 157.0 ª..Á 764
235.5 ª..Á 509.5
75 mm
@Àh (Feed) (Fig.3) ùYhÓ°«u EߧjRuûU (Rigidity of the tool)
TVuTÓjRlTÓm Ï°ìh¥ (áXih/coolant)
åXõu Feed GuTÕ T¦lùTôÚ°u
JqùYôÚ ÑZt£dÏm (for each revolution) AÕ EúXôLm ALt\lTÓm ÅRm (Rate of metal
T¦lùTôÚÞPu SLÚm çWm BÏm removal)
Utßm CÕ mm/rev. p á\lTÓ¡\Õ.
ALt\lThP EúXôLj§u L]A[Ü GuTÕ
Feed Id LhÓlTÓjÕm LôW¦Ls (Factors 1 ¨ªPj§p, T¦lùTôÚ°p CÚkÕ
governing feed) ALt\lThP ©£ßL°u YôpÙm (Volume of
chip) BÏm; Utßm CÕ Lh¥e vÀÓ/feed
åp ´VôùUh¬ (tool geometry)
rate/ Utßm ùYhÓ BZm (depth of cut)
T¦l ùTôÚÞdÏj úRûYVô] No@úTóv CYtû\l ùTÚdÏYRu êXm (by multiplying)
@©²x(surface finish) ¡ûPd¡\Õ.
£_õ & Gm: @©hPo (NSQF - Revised 2022) R.T. for Ex.1.7.98 387