
Page 407 - Content.pmd
P. 407
£_õ & Gm (CG & M) T«t£ 1.7.98 dLô] ùRôPo× LÚj§Vp
@©hPo (Fitter) - Po²e0 (Turning)
úXj§u ùYhÓ úYLm Utßm FhPm Utßm Ï°o§WYm EVÜ
ùTôÚ°u TVuLs (Lathe cutting speed and feed, use of coolants, lubricants)
úSôdLeLs: ClTôPj§u Ø¥®p ¿eLs ùT\ úYi¥V A±Ü §\uLs
• Lh¥e vÀÓ Utßm FhPm B¡VYt±u úYßTôhûPd áßRp
• AhPYûQûV Yô£jÕ A§XõÚkÕ ùYqúYß EúXôLeLÞdÏ T¬kÕûWdLlTÓm
Lh¥e vÀÓ úRoÜ ùNnRp
• Lh¥e vÀÓ LhÓlTÓjÕm LôW¦Lû[d ϱl©ÓRp
• vÀûP LhÓlTÓjÕm LôW¦Lû[d áßRp.
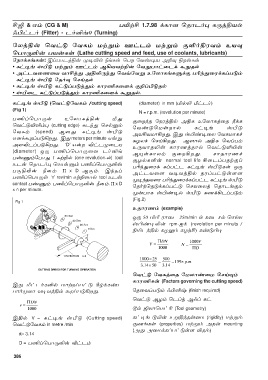
Lh¥e vÀÓ (ùYhÓúYLm /cutting speed) (diameter) in mm (ªpXõ ÁhPo)
(Fig 1)
N = r.p.m. (revolution per minute)
T¦lùTôÚs EúXôLj§u ÁÕ
Ïû\kR úSWj§p A§L EúXôLjûR ¿dL
ùYhÓ®°m× (cutting edge) LPkÕ ùNpÛm
úYiÓùUu\ôp Lh¥e vÀÓ
úYLm (speed) B]Õ Lh¥e vÀÓ
AY£VUô¡\Õ. CÕ v©i¥ûX úYLUôLf
G]dá\lTÓ¡\Õ. CÕ meters per minute Guß
ÑZXf ùNn¡\Õ. B]ôp A§L ùYlTm
A[®PlTÓ¡\Õ. ‘D’ Gu\ ®hPØûPV
EÚYôRXõu LôWQjRôp ùYhÓ°«u
(diameter) JÚ T¦lùTôÚû[ Po²e
BÙsLôXm Ïû\¡\Õ. NôRôWQf
TiÔmúTôÕ 1 Ñt±p (one revolutionþp) tool
ãZpL°u normal tool life ¡ûPlTRtÏl
EPu ùRôPo× ùLôsÞm T¦lùTôÚ°u
T¬kÕûWd LlThP Lh¥e vÀÓLs JÚ
Tϧ«u ¿[m x D BÏm. CkRl
AhPYû] Y¥Yj§p RWlThÓs[]
T¦lùTôÚs ‘n’ rev/min Ñt±]ôp tool EPu Ø¥kRYûW T¬kÕûWdLlThP Lh¥e vÀÓ
contact TiÔm T¦lùTôÚ°u ¿[m. x D
x n per minute. úRokùRÓdLlThÓ ùNVûXj ùRôPeÏm
ØuTôL v©i¥p vÀÓ LQd¡PlTÓm
(Fig.2)
Fig 1
ERôWQm (example)
60 Sec
JÚ 50 ªÁ WôûP 25m/min p LûPNp ùNnV
40 Sec
20 Sec v©i¥Xõu rpm-Id (revolution per minuts /
0 Sec
¨ªPj§p ÑZÛm ÑZt£) LiÓ©¥
d Π
V = DN N = 1000 V
1000 Π D
1 ROTATION = d
1000× 25 = 500 = 159 r. p. m
. 3 14× 50 . 3 14
CUTTING SPEED FOR TURNING OPERATION
ùYhÓ úYLjûR úUXôiûU ùNnÙm
LôW¦Ls (Factors governing the cutting speed)
CÕ ÁhPoL°p Uôt\lThÓ ¸rdLiP
TôoØXô Y¥Yj§p á\lTÓ¡\Õ. úRûYlTÓm @©²x (finish required)
ùYhÓ BZm ùPlj B@l Lh
Π DN
v =
1000 åp ´VôùUh¬ (Tool geometry)
C§p V = Lh¥e vÀÓ (Cutting speed) Lh¥e åXõu EߧjRuûU (rigidity) Utßm
ùYhÓúYLm in metre /min ÏQeLs (properties) Utßm ARu mounting
(AÕ AûUdLlThÓs[ ®Rm)
= 3.14
D = T¦lùTôÚ°u ®hPm
386