
Page 399 - Content.pmd
P. 399
(T¦lùTôÚ°u) NWôN¬ ®hPj§túLtT CÚlTRôÏm. (tool is not clamped rigidly).
v©i¥p r.p.m revolution per minute) Ïû\kRThN KYo úae (minimum overhang)
úRokRÓjÕ W@l @úT³e (rough facing) EPu åûX (tool) EߧVôL ¡[ôml
ùNnVlTÓ¡\Õ. TiÔYRu êXm (by clamping the tool rigidly)
CkRd Ïû\TôhûPj R®odLXôm.
W@l @úT³e¡tÏj (rough facing-¡tÏj)
úRokùRÓdLlTÓm ùYhÓúYLjûRl (cutting Ï®ÜØLl× (A convex face) LôuùYdv
speed Il) úTôp CWiÓ UPeÏ ùYhÓ úTv
úYLjûRj úRokùRÓjÕ @ûTu @ÀÓ úWh
CkRd Ïû\Tôh¥tLô] LôWQm
(fine feed rate) úRôWôVUôL 0.05ªÁ EPu
ùYhÓ°«u ùYhÓ®°m× Øû] UÝe¡
Utßm 0.1 ªÁ I ®PdÏû\Yô] ùYhÓ
CÚlTRôÏm ApXÕ AÕ TV¦dÏm úTôÕ
BZjÕPu (depth of cut) @©²x @úT³e
Øû] UÝe¡d ùLôiúP (getting blunt)
ùNnVlTÓ¡\Õ.
CÚlTRôÏm, Utßm úLúWw éhPlTPôUp
ØLl×d LûPNp ùNnVlThP CÚjRp (not being locked) CdÏû\TôhûPj
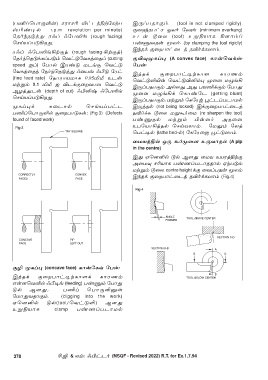
T¦lùTôÚ°p Ïû\TôÓLs: (Fig 3) (Defects R®odL åûX UßáoûU (re sharpen the tool)
found of faced work) TiÔRp Utßm ©u]o ARû]
Fig 3 ETúVô¡jRp ùNnVXôm. úUÛm úXj
TRY SQUARE ùTh¥p (lathe bedþp) úLúWû_ éhÓXôm.
ûUVj§p JÚ áoØû] EÚYôRp (A pip
in the centre)
CÕ Hù]²p åp B]Õ ûUV EVWj§tÏ
AûUÜ N¬VôL TiQlTPôRRôp HtTÓm
Utßm åûX centre height dÏ ûYlTRu êXm
CORRECTLY CONVEX CkRd Ïû\TôhûPj R®odLXôm (Fig.4)
FACED FACE
Fig 4
ANGLE TOOL ABOVE CENTER
FORMED
SECTION C-D
CONCAVE PIP
FACE LEFT OUT
SECTION A-B A
B D
ϯ ØLl× (concave face) LôuúLq úTv
B
CkRd Ïû\Tôh¥tLô]d LôWQm TOOL BELOW CENTER
Gu]ùY²p @À¥e (feeding) TiÔm úTôÕ
åp B]Õ, T¦l ùTôÚ°às
úUôÕYRôÏm. (digging into the work)
Hù]²p åp(tool/ùYhÓ°) B]Õ
EߧVôL clamp TiQlTPôUp
378 £_õ & Gm: @©hPo (NSQF - Revised 2022) R.T. for Ex.1.7.94