
Page 398 - Content.pmd
P. 398
£_õ & Gm (CG & M) T«t£ 1.7.94 dLô] ùRôPo× LÚj§Vp
@©hPo (Fitter) - Po²e (Turning)
úT£e Utßm W@l©e å≠u G°V ®[dLm (Simple description of facing and
roughing tool)
úSôdLeLs: ClTôPj§u Ø¥®p ¿eLs ùT\ úYi¥V A±Ü §\uLs
• úT£e ùNnYRu úSôdLm áßRp
• W@l úT£e åûX ùNh¥e ùNnRp
• úT£e ùNnÙm úTôÕ HtTÓm Ïû\L°u LôWQjûRd áßRp
• úT£e Ïû\TôÓLû[ N¬ùNnRp Utßm ¾oÜ SPY¥dûLLû[ áßRp.
@úT³e (ØLl×d LûPNp) @©²μe¡tÏl úTôÕUô] EúXôLjûR
®hÓ ûYjÕ AúR NUVm A§L ùYhÓ
T¦l ùTôÚs AfÑdÏf ùNeúLôQUôL
åûXf ùNÛj§ (by feeding the tool at right angles BZm (depth of cut) ùLôÓjÕ coarse feeding
êXm T¦lùTôÚ°u ØLl©XõÚdÏm
to the axis of the work) T¦lùTôÚ°u ØLl©p
A§LlT¥Vô] EúXôLjûR ALt±
(work face) CÚkÕ EúXôLjûR ALtßm
W@l@úT³e ùNnVl TÓ¡\Õ.
ùNVp @úT³e G]lTÓm.
Rough facing B]Õ åûX T¦lùTôÚ°u
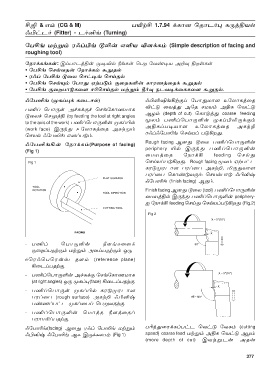
@úT³e¡u úSôdLm(Purpose of facing)
(Fig 1) periphery «p CÚkÕ T¦lùTôÚ°u
ûUVjûR úSôd¡ feeding ùNnÕ
Fig 1 ùNnVlTÓ¡\Õ. Rough facing êXm HtThP
LWÓØWPô] TWlûT ALt±, ªÚÕYô]
TWlûT ùLôiÓYÚm ùNVpTôÓ @©²x
FLAT SURFACE
@úT³e (finish facing) BÏm.
TOOL
ROTATION Finish facing B]Õ åûX (tool) T¦lùTôÚ°u
TOOL DIRECTION
ûUVj§p CÚkÕ T¦lùTôÚ°u periphery-
I úSôd¡ feeding ùNnÕ ùNnVlTÓ¡\Õ (Fig.2)
CUTTING TOOL
Fig 2
X = 5°(10°)
FACING X
- T¦l ùTôÚ°u ¿[eLû[d 90°
Ïû\lTRtÏm Utßm A[lTRtÏm JÚ
6ùW@ùTùWuv R[m (reference plane)
¡ûPlTRtÏ.
- T¦lùTôÚ°u AfÑdÏ ùNeúLôQUôL X = 5°(10°)
(at right angles) JÚ ØLl×(face) ¡ûPlTRtÏ.
X
- T¦lùTôÚs ØLl©p LWÓØWPô]
TWlûT (rough surface) ALt± @©²x 95°-100°
TiQlThP ØLlûTl ùTßYRtÏ.
- T¦lùTôÚ°u ùUôjR ¿[jûRl
TWôU¬lTRtÏ.
@úT³e(facing) B]Õ W@l úT³e Utßm T¬kÕûWdLlThP ùYhÓ úYLm (cutting
@©²x @úT³e BL CÚdLXôm (Fig 1) speed) coarse feed Utßm A§L ùYhÓ BZm
(more depth of cut) CYtßPu ARu
377