
Page 279 - Content.pmd
P. 279
£_õ & Gm (CG & M) T«t£ 1.5.63 - 65 dLô] ùRôPo× LÚj§Vp
@©hPo (Fitter) - Õû[«ÓRp (Drilling)
¥¬pXõe - ùYhÓm úYLm, ÀÓ Utßm ÑZp úYLm, ¥¬pûX ©¥dÏm
LÚ® (Cutting speed and feed R.P.M for drilling)
úSôdLeLs: ClTôPj§u Ø¥®p ¿eLs ùT\ úYi¥V A±Ü §\uLs
• ùYhÓ úYLjûR YûWVßjRp (define)
• ùYhÓ úYLjûRj ¨oQ«dÏm úTôÕ LY]j§p ùLôs[ úYi¥V AmNeLû[d
á\p
• ÑZpúYLm/ÑZp RiÓ úYLm (spindle/speed) ¾oUô²jRp.
h¬pXõu §Úl§LWUô] ùNVpTôhÓdÏj EtTj§Vô[oLs AhPYûQVôL
RÏkR ùYhÓ úYLjûRÙm FhP T¬kÕûWlTÕ EiÓ.
úYLjûRÙm úRokùRÓlTÕ ªLÜm AY£Vm
ùYqúYß EúXôLeLÞdÏ ùTôÚjRUô]
Cutting speed GuTÕ h¬pXõu JÚ
ùYhÓ T¦lùTôÚÞdÏ Ht\ ùYhÓm
Øû]Vô]Õ YhPlTôûR«p JÚ ¨ªP
úYLeLs ¸rLôàm AhPYûQ«p
úSWj§p LPkÕ ùNpÛm çWUôÏm.
RWlThÓs[]. T¬kÕûWdLlThP ùYhÓ
JÚ ¨ªPj§tÏ CqY[Ü ÁhPoLs Guß úYLjÕdÏ HtT Õû[«ÓYRtLô]
CÕ Ï±dLlTÓ¡\Õ. (m/min) ÑZpúYLjûR úRokùRÓdL úYiÓm.
CkR ùYhÓ úYLjûR ×\TWl× úYLm ÑZpúYLjûRd LQd¡ÓRp (Calculating
(peripheral speed ApXÕ TWl× úYLm (surface r.p.m.)
speed) G]Üm á\Xôm.
ùYhÓ úYLm (V)
AhPYûQ 1 (Table 1)
×
= π× ®hPm ÑtßdLs Gi ¦ dûL
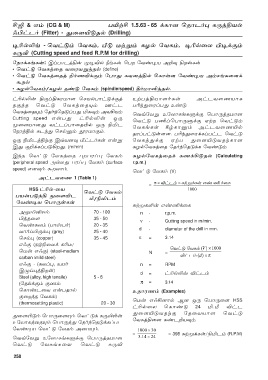
HSS h¬pþûV 1000
ùYhÓ úYLm
TVuTÓj§ Õû[«P
Á/¨ªPm
úYi¥V ùTôÚsLs
ÑtßL°u Gi¦dûL
AÛª²Vm 70 - 100 n - r.p.m.
©jRû[ 35 - 50 v - Cutting speed in m/min.
ùYiLXm (TôvTo) 20 - 35
Yôol©Úm× (grey) 25 - 40 d - diameter of the drill in mm.
ùNm× (copper) 35 - 45 = 3.14
G@Ï (SÓ¨ûXd L¬U/
ùYhÓ úYLm ( ) 1000V ×
ùUu G@Ï) (steel-medium N =
carbon /mild steel) ®hPm ()d ×π
G@Ï þ (LXl×, EVo n = RPM
CÝl×j§\u) d = h¬pXõu ®hPm
Steel (alloy, high tensile) 5 - 8
(úRndÏm ÏQm = 3.14
ùLôiPûY GuTRôp ERôWQm (Examples)
Ïû\kR úYLm)
ùUu G@¡]ôp B] JÚ ùTôÚû[ HSS
(thermosetting plastic) 20 - 30
h¬pûX ùLôiÓ 24 ª.Á ®hP
Õû[«ÓYRtÏ úRûYVô] ùYhÓ
Õû[«Óm ùTôÚû[Ùm ùYhÓd LÚ®«u
úYLj§û] LiP±VÜm.
EúXôLjûRÙm ùTôÚjÕ úRokùRÓdLlTP
úYi¥V ùYhÓ úYLm AûUÙm. 1000 30×
= = 398 ÑtßdLs/¨ªPm (R.P.M)
ùYqúYß EúXôLeLÞdÏ ùTôÚjRUô] 3.14 24×
ùYhÓ úYLeLû[ ùYhÓ LÚ®
258