
Page 93 - Welder - TT - Punjabi
P. 93
CG & M ਅਸਿਆਿ ਲਈ ਿੰ ਬੰ ਸਿਤ ਸਿਿਾਂਤ 1.3.38
ਵੈਲਡਰ (Welder) - ਿਟੀਲ ਦੀ ਵੈਲਡੇਸਬਲਟੀ (SMAW, I & T)
ਚਾਪ ਅਤੇ ਗੈਿ ਵੈਲਸਡੰ ਗ ਸਵੱ ਚ ਸਵਗਾੜ ਅਤੇ ਸਵਗਾੜ ਨੂੰ ਘੱ ਟ ਕਰਨ ਲਈ ਵਰਤੀਆਂ ਗਈਆਂ ਸਵਿੀਆਂ (Distortion in
arc & gas welding and methods employed to minimise distortion)
ਉਦੇਸ਼ : ਇਸ ਪਾਠ ਦੇ ਅੰਤ ਜਵੱਚ ਤੁਸੀਂ ਯੋਗ ਹੋਵੋਗੇ।
• ਸਵਗਾੜ ਦੇ ਕਾਰਨਾਂ ਦੀ ਸਵਆਸਖਆ ਕਰੋ
• ਸਵਗਾੜ ਦੀਆਂ ਸਕਿਮਾਂ ਨੂੰ ਨਾਮ ਸਦਓ
• ਸਵਗਾੜ ਨੂੰ ਰੋਕਣ ਅਤੇ ਠੀਕ ਕਰਨ ਦੇ ਤਰੀਸਕਆਂ ਦੀ ਸਵਆਸਖਆ ਕਰੋ।
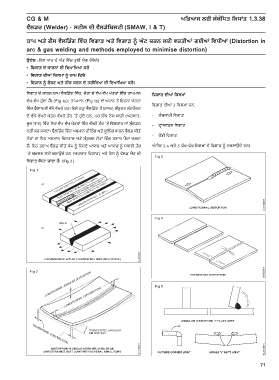
ਜਵਗਾੜਾ ਦੇ ਕਾਰਨ:ਚਾਪ ਵੈਲਜਡੰਗ ਜਵੱਚ, ਿੋੜਾਾਂ ਦੇ ਵੱਖ-ਵੱਖ ਖੇਤਰਾਂ ਜਵੱਚ ਤਾਪਮਾਨ ਸਵਗਾੜ ਦੀਆਂ ਸਕਿਮਾਂ
ਵੱਖ-ਵੱਖ ਹੁੰਦਾ ਹੈ। (Fig 1a)। ਤਾਪਮਾਨ (Fig 1b) ਦੇ ਅਧਾਰ ਤੇ ਇਹਨਾਂ ਖੇਤਰਾਂ
ਜਵਗਾੜਾ ਦੀਆਂ 3 ਜਕਸਮਾਂ ਹਨ:
ਜਵੱਚ ਫੈਲਾਅ ਵੀ ਵੱਖੋ ਵੱਖਰੇ ਹਨ। ਇਸੇ ਤਰ੍ਹਾਂ ਵੈਲਜਡੰਗ ਤੋਂ ਬਾਅਦ, ਸੰਯੁਕਤ ਕੰਟਰੈਕਟ
ਦੇ ਵੱਖੋ-ਵੱਖਰੇ ਖੇਤਰ ਵੱਖਰੇ ਤੌਰ ‘ਤੇ ਹੁੰਦੇ ਹਨ, ਪਰ ਇੱਕ ਠੋ ਸ ਬਾਡੀ (ਅਰਥਾਤ, - ਲੰ ਬਕਾਰੀ ਜਵਗਾੜਾ
ਮੂਲ ਧਾਤ) ਜਵੱਚ ਇਹ ਵੱਖ-ਵੱਖ ਖੇਤਰਾਂ ਜਵੱਚ ਵੱਖਰੇ ਤੌਰ ‘ਤੇ ਜਵਸਤਾਰ ਿਾਂ ਸੁੰਗੜਾਨ
- ਟ੍ਰਾਂਸਵਰਸ ਜਵਗਾੜਾ
ਨਹੀਂ ਕਰ ਸਕਦਾ। ਵੈਲਜਡੰਗ ਜਵੱਚ ਅਸਮਾਨ ਹੀਜਟੰਗ ਅਤੇ ਕੂਜਲੰ ਗ ਕਾਰਨ ਵੈਲਡ ਕੀਤੇ
- ਕੋਣੀ ਜਵਗਾੜਾ.
ਿੋੜਾਾਂ ਦਾ ਇਹ ਅਸਮਾਨ ਜਵਸਤਾਰ ਅਤੇ ਸੰਕੁਚਨ ਿੋੜਾਾਂ ਜਵੱਚ ਤਣਾਅ ਪੈਦਾ ਕਰਦਾ
ਹੈ। ਇਹ ਤਣਾਅ ਵੈਲਡ ਕੀਤੇ ਕੰਮ ਨੂੰ ਇਸਦੇ ਆਕਾਰ ਅਤੇ ਆਕਾਰ ਨੂੰ ਸਥਾਈ ਤੌਰ ਅੰਿੀਰ 3,4 ਅਤੇ 5 ਵੱਖ-ਵੱਖ ਜਕਸਮਾਂ ਦੇ ਜਵਗਾੜਾ ਨੂੰ ਦਰਸਾਉਂਦੇ ਹਨ।
‘ਤੇ ਬਦਲਣ ਲਈ ਬਣਾਉਂਦੇ ਹਨ (ਅਰਥਾਤ ਜਵਗਾੜਾ) ਅਤੇ ਇਸ ਨੂੰ ਵੇਲਡ ਿੋੜਾ ਦੀ
ਜਵਗਾੜਾ ਜਕਹਾ ਿਾਂਦਾ ਹੈ। (Fig 2)
71