
Page 91 - Welder - TT - Punjabi
P. 91
CG & M ਅਸਿਆਿ ਲਈ ਿੰ ਬੰ ਸਿਤ ਸਿਿਾਂਤ 1.3.37
ਵੈਲਡਰ (Welder) - ਿਟੀਲ ਦੀ ਵੈਲਡੇਸਬਲਟੀ (SMAW, I & T)
ਚਾਪ ਦੇ ਝਟਕੇ ਦੇ ਕਾਰਨ ਅਤੇ ਸਨਯੰ ਤਰਣ ਦੇ ਤਰੀਕੇ (Arc blow causes and methods of controlling)
ਉਦੇਸ਼ : ਇਸ ਪਾਠ ਦੇ ਅੰਤ ਜਵੱਚ ਤੁਸੀਂ ਯੋਗ ਹੋਵੋਗੇ।
• ਚਾਪ ਦੇ ਝਟਕੇ ਦੇ ਪ੍ਰਾਿਾਵਾਂ ਦੀ ਸਵਆਸਖਆ ਕਰੋ
• ਚਾਪ ਦੇ ਝਟਕੇ ਨੂੰ ਸਨਯੰ ਤਸਰਤ ਕਰਨ ਲਈ ਵਰਤੇ ਜਾਂਦੇ ਤਰੀਸਕਆਂ ਦਾ ਵਰਣਨ ਕਰੋ।
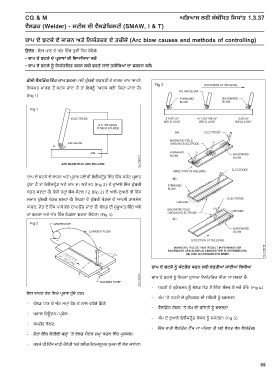
ਡੀਿੀ ਵੈਲਸਡੰ ਗ ਸਵੱ ਚ ਚਾਪ ਝਟਕਾ: ਿਦੋਂ ਚੁੰਬਕੀ ਗੜਾਬੜਾੀ ਦੇ ਕਾਰਨ ਚਾਪ ਆਪਣੇ
ਜਨਯਮਤ ਮਾਰਗ ਤੋਂ ਭਟਕ ਿਾਂਦਾ ਹੈ ਤਾਂ ਇਸਨੂੰ ‘ਆਰਕ ਬਲੋ’ ਜਕਹਾ ਿਾਂਦਾ ਹੈ।
(Fig 1)
ਚਾਪ ਦੇ ਝਟਕੇ ਦੇ ਕਾਰਨ ਅਤੇ ਪ੍ਰਭਾਵ:ਿਦੋਂ ਵੀ ਇਲੈਕਟ੍ਰੋਡ ਜਵੱਚ ਇੱਕ ਕਰੰਟ ਪ੍ਰਵਾਹ
ਹੁੰਦਾ ਹੈ ਤਾਂ ਇਲੈਕਟ੍ਰੋਡ ਅਤੇ ਚਾਪ F1 ਅਤੇ F3 (Fig 2) ਦੇ ਦੁਆਲੇ ਇੱਕ ਚੁੰਬਕੀ
ਖੇਤਰ ਬਣਦਾ ਹੈ। ਇਸੇ ਤਰ੍ਹਾਂ ਬੇਸ ਮੈਟਲ F2 (Fig 2) ਦੇ ਆਲੇ-ਦੁਆਲੇ ਵੀ ਇੱਕ
ਸਮਾਨ ਚੁੰਬਕੀ ਖੇਤਰ ਬਣਦਾ ਹੈ। ਇਹਨਾਂ ਦੋ ਚੁੰਬਕੀ ਖੇਤਰਾਂ ਦੇ ਆਪਸੀ ਤਾਲਮੇਲ
ਕਾਰਨ, ਿੋੜਾ ਦੇ ਇੱਕ ਪਾਸੇ ਵੱਲ ਚਾਪ ਉੱਡ ਿਾਂਦਾ ਹੈ। ਵੇਲਡ ਦੀ ਸ਼ੁਰੂਆਤ ਜਵੱਚ ਅੱਗੇ
ਦਾ ਝਟਕਾ ਅਤੇ ਅੰਤ ਜਵੱਚ ਜਪਛਲਾ ਝਟਕਾ ਹੋਵੇਗਾ। (Fig 3)
ਚਾਪ ਦੇ ਝਟਕੇ ਨੂੰ ਕੰ ਟਰੋਲ ਕਰਨ ਲਈ ਵਰਤੀਆਂ ਜਾਂਦੀਆਂ ਸਵਿੀਆਂ
ਚਾਪ ਦੇ ਝਟਕੇ ਨੂੰ ਇਹਨਾਂ ਦੁਆਰਾ ਜਨਯੰਤਜਰਤ ਕੀਤਾ ਿਾ ਸਕਦਾ ਹੈ:
- ਧਰਤੀ ਦੇ ਕੁਨੈ ਕਸ਼ਨ ਨੂੰ ਵੇਲਡ ਿੋੜਾ ਤੋਂ ਜਿੰਨਾ ਸੰਭਵ ਹੋ ਸਕੇ ਰੱਖੋ। (Fig 4)
ਇਸ ਕਾਰਨ ਹੇਠ ਜਲਖੇ ਪ੍ਰਭਾਵ ਹੁੰਦੇ ਹਨ।
- ਕੰਮ ‘ਤੇ ਧਰਤੀ ਦੇ ਕੁਨੈ ਕਸ਼ਨ ਦੀ ਸਜਥਤੀ ਨੂੰ ਬਦਲਣਾ।
- ਵੇਲਡ ਧਾਤ ਦੇ ਘੱਟ ਿਮ੍ਹਾਂ ਹੋਣ ਦੇ ਨਾਲ ਵਧੇਰੇ ਜਛੱਟੇ।
- ਵੈਲਜਡੰਗ ਟੇਬਲ ‘ਤੇ ਕੰਮ ਦੀ ਸਜਥਤੀ ਨੂੰ ਬਦਲਣਾ.
- ਖਰਾਬ ਜਫਊਜ਼ਨ/ਪ੍ਰਵੇਸ਼।
- ਕੰਮ ਦੇ ਦੁਆਲੇ ਇਲੈਕਟ੍ਰੋਡ ਕੇਬਲ ਨੂੰ ਸਮੇਟਣਾ। (Fig 5)
- ਕਮਜ਼ੋਰ ਵੇਲਡ.
- ਇੱਕ ਭਾਰੀ ਵੈਲਜਡੰਗ ਟੈੱਕ ਿਾਂ ਪਜਹਲਾਂ ਹੀ ਬਣੇ ਵੇਲਡ ਵੱਲ ਵੈਲਜਡੰਗ।
- ਿੋੜਾਾਂ ਜਵੱਚ ਲੋੜਾੀਂਦੀ ਿਗ੍ਹਾ ‘ਤੇ ਵੇਲਡ ਮੈਟਲ ਿਮ੍ਹਾ ਕਰਨ ਜਵੱਚ ਮੁਸ਼ਕਲ।
- ਮਣਕੇ ਦੀ ਜਦੱਖ ਮਾੜਾੀ ਹੋਵੇਗੀ ਅਤੇ ਸਲੈਗ ਇਨਕਲੂਸ਼ਨ ਨੁਕਸ ਵੀ ਲੱ ਗ ਿਾਵੇਗਾ।
69