
Page 152 - Welder - TT - Punjabi
P. 152
CG & M ਅਵਿਆਸ ਲਈ ਸੰ ਬੰ ਵਧਤ ਵਸਧਾਂਤ 1.3.58
ਿੈਲਡਰ (Welder) - ਸਟੀਲ ਦੀ ਿੈਲਡੇਵਬਲਟੀ (OAW, SMAW)
ਅਲਮੀਨੀਅਮ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਿਾਂ ਅਤੇ ਿੇਲਡਵਬਲਟੀ (Aluminium properties & weldability)
ਉਦੇਸ਼ : ਇਸ ਪਾਠ ਦੇ ਅੰਤ ਚਿੱਿ ਤੁਸੀਂ ਯੋਗ ਹੋਿੋਗੇ।
• ਐਲੂਮੀਨੀਅਮ ਅਤੇ ਇਸਦੇ ਵਮਸ਼ਰਤ ਵਮਸ਼ਰਣਾਂ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਿਾਂ ਦੱ ਸੋ
• ਅਲਮੀਨੀਅਮ ਦੀ ਿੈਲਵਡੰ ਗ ਅਤੇ ਿੈਲਵਡੰ ਗ ਪ੍ਰਾਵਕਵਰਆ ਦਾ ਿਰਣਨ ਕਰੋ
• ਅਲਮੀਨੀਅਮ ਿੈਲਵਡੰ ਗ ਦੇ ਫਾਇਦੇ ਅਤੇ ਨੁਕਸਾਨ ਦੱ ਸੋ।
• ਅਲਮੀਨੀਅਮ ਅਤੇ ਇਸਦੇ ਵਮਸ਼ਰਤ ਵਮਸ਼ਰਣਾਂ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਿਾਂ
ਿਾਂਦੀ ਦਾ ਚਿੱਟਾ ਰੰਗ। 4 ਚਮਲੀਮੀਟਰ ਜਾਂ ਇਸ ਤੋਂ ਿੱਧ ਮੋਟਾਈ ਿਾਲੀਆਂ ਭਾਰੀ ਅਲਮੀਨੀਅਮ ਪਲੇਟਾਂ ਦੀ
ਿੈਲਚਡੰਗ ਲਈ, ਚਿਨਾਚਰਆਂ ਨੂੰ 1.6 ਚਮਲੀਮੀਟਰ ਤੋਂ 3 ਚਮਲੀਮੀਟਰ ਦੇ ਰੂਟ ਗੈਪ
ਆਮ ਤੌਰ ‘ਤੇ ਿਰਤੇ ਜਾਣ ਿਾਲੇ ਘੱਟ ਿਾਰਬਨ ਸਟੀਲ ਨਾਲੋਂ ਚਸਰਫ਼ ਇੱਿ ਚਤਹਾਈ
ਦੇ ਨਾਲ 90° ਸ਼ਾਮਲ ਿੋਣ ਬਣਾਉਣ ਲਈ ਮੋਚੜਆ ਜਾਣਾ ਿਾਹੀਦਾ ਹੈ। (ਚਿੱਤਰ 2)
ਭਾਰ ਹੁੰਦਾ ਹੈ। ਿੋਰ ਪਰਿਤੀ ਬਹੁਤ ਚਜ਼ਆਦਾ ਰੋਧਿ.
ਸ਼ਾਨਦਾਰ ਚਬਜਲੀ ਅਤੇ ਿਰਮਲ ਿਾਲਿਤਾ ਰੱਿਦਾ ਹੈ.
ਬਹੁਤ ਨਰਮ, ਬਣਾਉਣ ਅਤੇ ਦਬਾਉਣ ਦੀਆਂ ਿਾਰਿਾਈਆਂ ਲਈ ਅਨੁਿੂਲ. ਗੈਰ-
ਿੁੰਬਿੀ.
ਸ਼ੁੱਧ ਅਲਮੀਨੀਅਮ ਦਾ ਚਪਘਲਣ ਦਾ ਚਬੰਦੂ 659°C ਹੈ
ਅਲਮੀਨੀਅਮ ਆਿਸਾਈਡ ਦਾ ਚਪਘਲਣ ਦਾ ਚਬੰਦੂ ਐਲੂਮੀਨੀਅਮ ਨਾਲੋਂ ਉੱਿਾ ਹੁੰਦਾ
ਹੈ (1930°C)।
ਚਿਸਮਾਂ
ਅਲਮੀਨੀਅਮ ਨੂੰ ਚਤੰਨ ਮੁੱਿ ਸਮੂਹਾਂ ਚਿੱਿ ਸ਼ਰਿੇਣੀਬੱਧ ਿੀਤਾ ਚਗਆ ਹੈ।
- ਿਪਾਰਿ ਤੌਰ ‘ਤੇ ਸ਼ੁੱਧ ਅਲਮੀਨੀਅਮ
- ਘੜੇ ਹੋਏ ਚਮਸ਼ਰਤ
- ਐਲੂਮੀਨੀਅਮ ਿਾਸਟ ਚਮਸ਼ਰਤ
ਿਪਾਰਿ ਤੌਰ ‘ਤੇ ਸ਼ੁੱਧ ਐਲੂਮੀਨੀਅਮ ਦੀ ਸ਼ੁੱਧਤਾ ਘੱਟੋ-ਘੱਟ 99% ਹੁੰਦੀ ਹੈ ਬਾਿੀ
1% ਲੋਹੇ ਅਤੇ ਚਸਲੀਿਾਨ ਨਾਲ ਬਣੀ ਹੁੰਦੀ ਹੈ।
ਗੈਸ ਦੁਆਰਾ ਐਲੂਮੀਨੀਅਮ ਦੀ ਿੈਲਚਡੰਗ ਚਿੱਿ ਮੁਸ਼ਿਲਾਂ:ਅਲਮੀਨੀਅਮ ਚਪਘਲਣ
ਦੇ ਤਾਪਮਾਨ ਤੱਿ ਪਹੁੰਿਣ ਤੋਂ ਪਚਹਲਾਂ ਰੰਗ ਚਿੱਿ ਨਹੀਂ ਬਦਲਦਾ। ਜਦੋਂ ਧਾਤ
ਬੱਟ ਜੋੜਾਂ ਲਈ ਚਤਆਰੀ, ਟੇਿ ਦੀ ਚਪੱਿ, ਨੋ ਜ਼ਲ, ਆਿਾਰ, ਚਫਲਰ ਰਾਡ ਆਚਦ
ਚਪਘਲਣੀ ਸ਼ੁਰੂ ਹੁੰਦੀ ਹੈ, ਇਹ ਅਿਾਨਿ ਢਚਹ ਜਾਂਦੀ ਹੈ।
ਸਾਰਣੀ 1 ਚਿੱਿ ਚਦੱਤੇ ਗਏ ਹਨ।
ਚਪਘਚਲਆ ਹੋਇਆ ਐਲੂਮੀਨੀਅਮ ਆਿਸੀਡਾਈਜ਼ ਬਹੁਤ ਤੇਜ਼ੀ ਨਾਲ ਸੀਮ ਦੀ
ਪਰਿਿਾਹ ਦੀ ਮਹੱਤਤਾ:ਚਿਉਂਚਿ ਅਲਮੀਨੀਅਮ ਬਹੁਤ ਤੇਜ਼ੀ ਨਾਲ ਆਿਸੀਡਾਈਜ਼
ਸਤਹਿਾ ‘ਤੇ ਅਲਮੀਨੀਅਮ ਆਿਸਾਈਡ ਦੀ ਇੱਿ ਭਾਰੀ ਪਰਤ ਬਣਾਉਂਦਾ ਹੈ ਚਜਸਦਾ
ਿਰਦਾ ਹੈ, ਇਸ ਲਈ ਆਿਾਜ਼ ਦੀ ਿੇਲਡ ਨੂੰ ਯਿੀਨੀ ਬਣਾਉਣ ਲਈ ਿਹਾਅ ਦੀ
ਚਪਘਲਣ ਦਾ ਚਬੰਦੂ ਉੱਿਾ ਹੁੰਦਾ ਹੈ - 1930°C। ਇਸ ਆਿਸਾਈਡ ਨੂੰ ਿੰਗੀ
ਇੱਿ ਪਰਤ ਦੀ ਿਰਤੋਂ ਿੀਤੀ ਜਾਣੀ ਿਾਹੀਦੀ ਹੈ।
ਿੁਆਚਲਟੀ ਦੇ ਿਹਾਅ ਦੀ ਿਰਤੋਂ ਿਰਿੇ ਿੰਗੀ ਤਰਹਿਾਂ ਹਟਾਇਆ ਜਾਣਾ ਿਾਹੀਦਾ ਹੈ।
ਐਲੂਮੀਨੀਅਮ ਫਲੈਿਸ ਪਾਊਡਰ ਨੂੰ ਪਾਣੀ ਨਾਲ ਚਮਲਾਇਆ ਜਾਣਾ ਹੈ (ਪਾਣੀ ਦੇ
ਅਲਮੀਨੀਅਮ, ਜਦੋਂ ਗਰਮ ਹੁੰਦਾ ਹੈ, ਬਹੁਤ ਮਾਮੂਲੀ ਅਤੇ ਿਮਜ਼ੋਰ ਹੁੰਦਾ ਹੈ।
ਇੱਿ ਚਹੱਸੇ ਚਿੱਿ ਪਰਿਿਾਹ ਦੇ ਦੋ ਚਹੱਸੇ)।
ਿੈਲਚਡੰਗ ਓਪਰੇਸ਼ਨ ਦੌਰਾਨ ਇਸ ਨੂੰ ਢੁਿਿੇਂ ਰੂਪ ਚਿੱਿ ਸਮਰਿਨ ਦੇਣ ਲਈ ਚਧਆਨ
ਰੱਿਣਾ ਿਾਹੀਦਾ ਹੈ। ਪਰਿਿਾਹ ਇੱਿ ਬੁਰਸ਼ ਦੇ ਜ਼ਰੀਏ ਜੋੜ ‘ਤੇ ਲਾਗੂ ਿੀਤਾ ਚਗਆ ਹੈ. ਜਦੋਂ ਇੱਿ ਚਫਲਰ
ਡੰਡੇ ਦੀ ਿਰਤੋਂ ਿੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਡੰਡੇ ਨੂੰ ਪਰਿਿਾਹ ਨਾਲ ਿੀ ਿੋਟ ਿੀਤਾ ਜਾਂਦਾ ਹੈ।
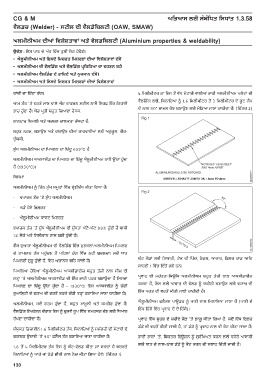
ਸੰਯੁਿਤ ਚਡਜ਼ਾਈਨ:1.6 ਚਮਲੀਮੀਟਰ ਤੱਿ, ਚਿਨਾਚਰਆਂ ਨੂੰ ਸਮੱਗਰੀ ਦੀ ਮੋਟਾਈ ਦੇ
ਬਰਾਬਰ ਉਿਾਈ ‘ਤੇ 90° ਫਲੈਂਜ ਤੱਿ ਬਣਾਇਆ ਜਾਣਾ ਿਾਹੀਦਾ ਹੈ। ਭਾਰੀ ਭਾਗਾਂ ‘ਤੇ, ਚਬਹਤਰ ਚਫਊਜ਼ਨ ਨੂੰ ਸੁਰੱਚਿਅਤ ਿਰਨ ਲਈ ਿਧੇਰੇ ਆਸਾਨੀ
ਲਈ ਧਾਤ ਦੇ ਨਾਲ-ਨਾਲ ਡੰਡੇ ਨੂੰ ਿੋਟ ਿਰਨ ਦੀ ਸਲਾਹ ਚਦੱਤੀ ਜਾਂਦੀ ਹੈ।
1.6 ਤੋਂ 4 ਚਮਲੀਮੀਟਰ ਤੱਿ ਇਸ ਨੂੰ ਬੱਟ-ਿੇਲਡ ਿੀਤਾ ਜਾ ਸਿਦਾ ਹੈ ਬਸ਼ਰਤੇ
ਚਿਨਾਚਰਆਂ ਨੂੰ ਆਰੇ ਜਾਂ ਠੰ ਡੇ ਛੀਨੀ ਨਾਲ ਨੋ ਿ ਿੀਤਾ ਚਗਆ ਹੋਿੇ। (ਚਿੱਤਰ 1)
130