
Page 240 - Welder - TP - Marathi
P. 240
करामराचरा क्रम (Job Sequence)
1 रेखाशर्त्ानुसार िीटस कापून टाका. 13 योग्य पायांर्ी लांर्ी आशण िीट्सर्े योग्य वेल््डिंग गन/टॉर््ब एं गल आशण
2 ग्ाईंि आशण फाईल करून िीटसच्ा किा र्ौरस करणे. र्ाप वेल््डिंगार्ा वेग यार्ी खात्ी करणे.
14 स्ील वायर ब्रिने वे्डिेि जॉइंट स्वच्छ करणे.
3 ग्ाईंि करताना साधा गॉगल वापरा.
15 योग्य टॉर््ब एं गल आशण र्ाप ट्रॅव्लसह िीट्स A आशण C र्े
4 फायशलंगद्ारे िीटर्ी पृष्ठभाग िीर्र करणे आशण कार््बन स्ील वायर
ब्रिने स्वच्छ करणे. र्ांगलेप्रवेि(पेनेट्रेिन)आशण अगदी संलयन सुशनशचित करणे.
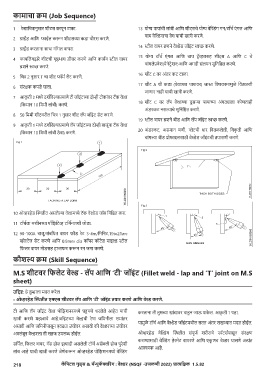
5 शर्त् 2 नुसार T र्ा िीट फॉम्ब सेट करणे. 16 िीट C वर अंिर कट टाळा.
17 िीट A र्ी किा (वे्डिच्ा पायावर) जास्त शवणकामामुळे शवतळली
6 संरक्षक कपिे घाला.
जाणार नाही यार्ी खात्ी करणे.
7 आकृ ती 2 मध्े दि्बशवल्ाप्रमाणे टी जॉइंटच्ा दोन्ी टोकांवर टॅक वे्डि
(शकमान 10 शममी लांर्ी) करणे. 18 िीट C वर लॅप वे्डिच्ा दुसऱ्या पायाच्ा अंगठ्ाला कोणताही
अंिरकट नसल्ार्े सुशनशचित करणे.
8 50 शममी िीटवरील शर्त् 1 नुसार िीट लॅप जॉइंट सेट करणे.
19 स्ील वायर ब्रिने र्ीि आशण लॅप जॉइंट स्वच्छ करणे.
9 आकृ ती 1 मध्े दि्बशवल्ाप्रमाणे लॅप जॉइंटच्ा दोन्ी र्ाजूंना टॅक वे्डि
(शकमान 10 शममी लांर्ी ठे वा) करणे. 20 अंिरकट, असमान मणी, प्ेटर्ी धार शवतळलेली, शवकृ ती आशण
र्ांगल्ा र्ीि प्रोफाइलसाठी वे्डिेि जॉइंटर्ी तपासणी करणे.
10 ओव्रहेि ल्थितीत असलेल्ा वे्डिमध्े टॅक वे्डिेि जॉर् शनशचित करा.
11 टॉर््बला मिीनच्ा पॉशिशटव् टशम्बनलिी जोिा.
12 90-100A र्ालू/संर्ंशधत वायर फीि रेट 3-4m/शमशनट,19to21arc
व्ोल्ेज सेट करणे आशण 0.8mm dia कॉपर कोटेि माइ्डि स्ील
शफलर वायर मोिसह ट्रान्सफर करून रन जमा करणे.
कौशल्य क्रम (Skill Sequence)
M.S शीटवि पफलेट वेल्ड - लॅि आपण ‘टी’ जॉइंट (Fillet weld - lap and ‘T’ joint on M.S
sheet)
उपदिष्: हे तुम्ाला मदत करेल
• ओव्हिहेड ल्थििीि एमएस शीटवि लॅि आपण ‘टी’ जॉइंट ियराि किणे आपण वेल्ड किणे.
टी आशण लॅप जॉइंट वे्डि पोशििनरमध्े घट्टपणे धरलेले आहेत यार्ी करताना ती तुमच्ा खांद्ावर वाहून जाऊ िके ल. आकृ ती 1 पहा.
खात्ी करणे महत्ार्े आहे.जॉइंटच्ा वे्डिर्ी रेषा जशमनीला समांतर
असावी आशण जशमनीपासून एवढ्ा उंर्ीवर असावी की वे्डिरच्ा उंर्ीवर यामुळे टॉर््ब आशण वे्डिेि जॉइंटमधील सतत अंतर राखण्ात मदत होईल.
अवलंर्ून वे्डिरला ती सहज उपलब्ध होईल. ओव्रहेि वेल््डिंग ल्थितीत संपूण्ब िरीरार्े स्ॅटस्बपासून संरक्षण
करण्ासाठी वेल््डिंग हेल्ेट वापरणे आशण एकू णर् वे्डिर घालणे अत्यंत
सशप्बल, शफलर वायर, गॅस होज इत्यादी असलेली टॉर््ब असेंर्ली होज पुरेिी आवश्यक आहे.
लांर् आहे यार्ी खात्ी करणे जेणेकरून ओव्रहेि पोशििनमध्े वेल््डिंग
218 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.5.82