
Page 236 - Welder - TP - Marathi
P. 236
करामराचरा क्रम (Job Sequence)
1 रेखाशर्त्ानुसार िीटस कापून टाका. 8 आकृ ती 1 मध्े दाखवल्ाप्रमाणे लॅप जॉइंटच्ा दोन्ी टोकांवर टॅक
2 ग्ाईंि आशण िीटसच्ा किा र्ौरस करणे. वे्डि करणे (शकमान 10 शममी लांर्ी).
9 वे्डि पोशििनरवर टॅक वे्डिेि जॉर् उभ्ा ल्थितीत ठे वा.
3 कार््बन स्ील वायर ब्रि आशण फायशलंगद्ारे प्ेट्सर्ी पृष्ठभाग िीर्र
करणे आशण स्वच्छ करणे. 10 कमानीवर मारा आशण टॉर््ब सरळ तळापासून वरच्ा शदिेने ल्थिर
हलवा.
4 रेखाशर्त्ानुसार लॅपच्ा स्वरूपात सेट करणे.
5 संरक्षक कपिे घाला. 11 0.8 शममी िाय कॉपर कोटेि. माई्डि स्ील शफलर वायर आशण ल्स््रंगर
र्ीि वेल््डिंग तंत् वापरून लॅप जॉइंट वे्डि करणे.
6 टॉर््बला मिीनच्ा पॉशिशटव् टशम्बनलिी जोिा.
12 र्ांगल्ा पायार्ी लांर्ी आशण प्ेट्सर्े संलयन सुशनशचित करणे.
7 90-100A करंट / संर्ंशधत वायर फीि रेट, 19 ते 2 आक्ब व्ोल्ेज सेट
करणे आशण शिप ट्रान्सफर मोि वापरून रन जमा करणे. 13 अंिर कट टाळा.
14 जास्त शवणकाम के ल्ामुळे प्ेटच्ा किा शवतळत नाहीत यार्ी खात्ी
करणे.
15 प्ेटवर अंिरकट लॅप वे्डि नसल्ार्ी खात्ी करणे.
16 स्ील वायर ब्रिने र्ीि स्वच्छ करणे.
17 अंिरकट, सल्च्छद्रता, असमान मण्ांर्ी शनशम्बती, प्ेटर्ी धार
शवतळलेली, शवकृ ती आशण र्ांगल्ा र्ीि प्रोफाइलसाठी वे्डिेि
जॉइंटर्ी तपासणी करणे.
कौशल्य क्रम (Skill Sequence)
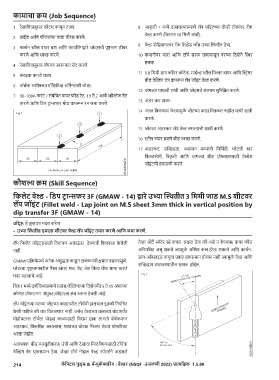
पफलेट वेल्ड - पडि ट्र रान्सफि 3F (GMAW - 14) द्रािे उभ्रा ल्थििीि 3 पममी जराड M.S शीटवि
लॅि जॉइंट (Fillet weld - Lap joint on M.S sheet 3mm thick in vertical position by
dip transfer 3F (GMAW - 14)
उपदिष्: हे तुम्ाला मदत करेल
• उभ्रा ल्थििीि एमएस शीटवि वेल्ड लॅि जॉइंट ियराि किणे आपण जमरा किणे.
लॅप शफलेट जॉइंट्ससाठी शवरूपण अलाऊं स देण्ार्ी शिफारस के लेली तेव्ा अँटी-स्ॅटर स्पे वापरा. लक्षात ठे वा की असे न के ल्ास, वायर फीि
नाही. अशनयशमत असू िकते ज्ामुळे अल्थिर कं स होऊ िकतो आशण कार््बन-
िाय-ऑक्ाइि वायूर्ा प्रवाह एकसमान होणार नाही ज्ामुळे वे्डि आशण
GMAW प्रशरियेमध्े अनेक अिुद्धता काढू न टाकण्ार्ी क्षमता नसल्ामुळे , सल्च्छद्रता वातावरणातील खरार् होईल.
प्ेटच्ा पृष्ठभागावरील शमल स्े ल, गंज, पेंट, तेल शकं वा ग्ीस साफ करणे
फार महत्ार्े आहे.
शर्त् 1 मध्े दि्बशवल्ाप्रमाणे प्रवास/वेल््डिंगाच्ा शदिेपययंत 5 ते 15 अंिाच्ा
कोनात तोफा/गन संयुक्त(जॉइंट)ला लंर् धरून ठे वली आहे.
लॅप जॉइंटच्ा वरच्ा प्ेटच्ा काठावरील टॉर््बर्ी हालर्ाल इतकी शनयंशत्त
के ली पाशहजे की धार शवतळणार नाही. तसेर् वे्डिच्ा तळाच्ा र्ोटापययंत
पोहोर्ताना टॉर््बला थोड्ा काळासाठी शवराम द्ावा लागतो जेणेकरून
अंिरकट, शवकशसत असल्ास, पायाच्ा र्ोटात शफलर मेटल योग्यररत्या
भरला जाईल.
आवश्यक र्ीि मजर्ुतीकरण, उंर्ी आशण देखावा शमळशवण्ासाठी टॉर््बर्ा
वेल््डिंग वेग एकसमान ठे वा. जेव्ा टॉर््ब नोिल वे्डि स्ॅटस्बने अिकते
214 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.5.80