
Page 231 - Welder - TP - Marathi
P. 231
करामराचरा क्रम (Job Sequence)
1 गॅस कशटंग, ग्ाइंशिंग आशण फाइशलंग वापरून प्ेट्स आकारात 7 टॉर््बसाठी योग्य कोन ठे वून कमानीवर प्रहार करणे.
(म्णजे 150 x 50 x 10 शममी) तयार करणे.
8 शवणकाम न करता रूट रन जमा करणे आशण योग्यप्रवेि(पेनेट्रेिन)
2 कार््बन स्ील वायर ब्रिने वेल््डिंग लाइनसह र्ेस मेटल पृष्ठभाग स्वच्छ सुशनशचित करणे आशण खड्ा भरा.
करणे.
9 रूट रन स्वच्छ करणे.
3 प्ेट्स “टी” च्ा स्वरूपात सेट करणे.
10 2रा रन जमा करणे.
4 सव्ब संरक्षणात्मक पोिाख घाला.
11 2रा रन साफ करणे.
5 दोन प्ेट टॅक वे्डि करणे, T जॉइंशटंग क्षषैशतज ल्थितीत ठे वणे.
12 ओव्रलॅप, अंिरकट, सल्च्छद्रता यासारखे दोष तपासा आशण योग्य
6 18 ते 21 व्ोल् आशण 90 - 100 अँशपअर, 8 - 10 LPM (शलटर प्रशत पाय आशण थ्ोटर्ी जािी तपासा.
शमशनट) गॅस प्रवाह शमळशवण्ासाठी पॉवर स्तोत आशण वायर फीिर
(3-4 मी/शमशनट) समायोशजत (ऍिजस्) करणे. उभ्ा वेल््डिंगसाठी
श्ेणीर्ी खालर्ी र्ाजू शनविा.
कौशल्य क्रम (Skill Sequence)
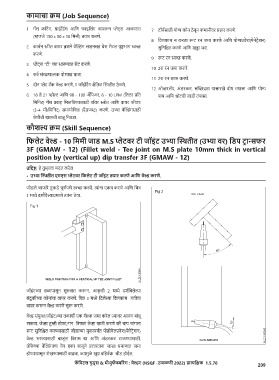
पफलेट वेल्ड - 10 पममी जराड M.S प्ेटवि टी जॉइंट उभ्रा ल्थििीि (उभ्रा वि) पडि ट्र रान्सफि
3F (GMAW - 12) (Fillet weld - Tee joint on M.S plate 10mm thick in vertical
position by (vertical up) dip transfer 3F (GMAW - 12)
उपदिष्: हे तुम्ाला मदत करेल
• उभ्रा ल्थििीि एमएस प्ेटवि पफलेट टी जॉइंट ियराि किणे आपण वेल्ड किणे.
जोिले जाणारे तुकिे पूण्बपणे स्वच्छ करणे, त्यांना एकत् करणे आशण शर्त्
1 मध्े दि्बशवल्ाप्रमाणे त्यांना ठे वा.
जॉइंटच्ा तळापासून सुरुवात करून, आकृ ती 2 मध्े दि्बशवलेल्ा
र्ंदुकीच्ा कोनांर्ा वापर करणे. शर्त् 3 मध्े शदलेल्ा शवणकाम गतीर्ा
वापर करून वे्डि करणे सुरू करणे.
वे्डि संयुक्त(जॉइंट)च्ा तळािी एक िेल्फ जमा करेल ज्ावर आपण र्ांधू
िकता. जेव्ा तुम्ी तोफा/गन शवणता तेव्ा खात्ी करणे की र्ाप र्ांगला
रूट सुशनशचित करण्ासाठी जोिाच्ा मुळापययंत पोहोर्ेलप्रवेि(पेनेट्रेिन)
वे्डि भरण्ासाठी र्ाजूंना शवराम द्ा आशण अंिरकट टाळण्ासाठी.
तोफे च्ा वेल््डिंगार्ा वेग एका र्ाजूने हलवताना जास्त प्रमाणात जमा
होण्ापासून रोखण्ासाठी वाढवा, ज्ामुळे खूप र्शहव्बरि र्ीि होईल.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.5.78 209