
Page 243 - Welder - TP - Marathi
P. 243
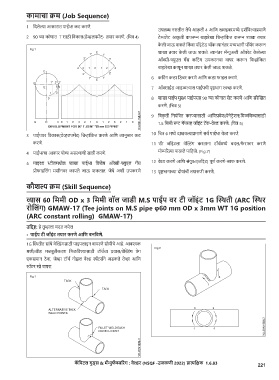
करामराचरा क्रम (Job Sequence)
1 क्िलेल्ा आकारात पाईप्स कट करणे.
उपलब्ध नसतील तेथे आकृ ती 4 आक्ण स्काइबरमध्े िश्शक्वल्ाप्माणे
2 90 च्ा कोणात T साठी क्वकास(डेव्लपमेंट) तयार करणे. (क्ित्र 4) टेम्पलेट आकृ ती वापरून बाह्यरेखा क्िन्ाांक्कत करून शाखा तयार
के ली जाऊ शकते क्कां वा पॉइांटेड िॉक त्यानांतर मध्भागी पांक्िांग करून
शाखा तयार के ली जाऊ शकते. त्यानांतर मॅन्ुअली ऑपरेट के लेल्ा
ऑक्ी-फ्ुएल गॅस कक्टांग उपकरनिा वापर करून क्िन्ाांक्कत
बाह्यरेखा कापून शाखा तयार के ली जाऊ शकते.
6 कक्टांग कडा क्डबर करणे आक्ण कडा फाइल करणे.
7 ऑक्ाईड आढळल्ास पाईपिी पृष्ठभाग स्वच्छ करणे.
8 शाखा पाईप मुख्य पाईपसह 90 च्ा कोनात सेट करणे आक्ण सांरेखखत
करणे. (क्ित्र 5)
9 क्वकृ ती क्नयांक्त्रत करण्ासाठी आक्णप्वेश(पेनेट्रेशन)क्मळक्वण्ासाठी
1.5 क्ममी रूट गॅपसह जॉइांट टॅक-वेल्ड करणे. (क्ित्र 5)
3 पाईपवर क्वकास(डेव्लपमेंट) क्िन्ाांक्कत करणे आक्ण त्यानुसार कट 10 क्ित्र 6 मध्े िाखवल्ाप्माणे सव्श पाईप्स वेल्ड करणे.
करणे. 11 ‘टी’ जॉइांटला वेखल्डांग करताना टॉि्शमध्े बिल/फे रफार करणे
4 पाईप्सिा आकार योग्य असल्ािी खात्री करणे. योग्यररत्या पाळले पाक्हजे. (Fig.7)
5 माइल्ड स्ीलमधील शाखा पाईप्स क्वशेष ऑक्ी-फ्ुएल गॅस 12 वेल्ड करणे आक्ण सांयुक्त(जॉइांट) पूण्श करणे-साफ करणे.
प्ोफाइक्लांग मशीनवर कापले जाऊ शकतात. जेथे अशी उपकरणे 13 पृष्ठभागाच्ा िोषाांिी तपासणी करणे.
कौशल्य क्रम (Skill Sequence)
व्रास 60 पममी OD x 3 पममी वॉल जराडी M.S िराईि वि टी जॉइंट 1G ल्थिती (ARC ल्थिि
िोपलंग) GMAW-17 (Tee joints on M.S pipe φ60 mm OD x 3mm WT 1G position
(ARC constant rolling) GMAW-17)
उपदिष्: हे तुम्ाला मित करेल
• िराईि टी जॉइंट तयराि किणे आपण बनपवणे.
1G खथितीत साांधे वेखल्डांगसाठी पाइपलाइन वापरणे सोयीिे आहे. आवश्यक
मणी/बीड मजबुतीकरण क्मळक्वण्ासाठी टॉि्शिा प्वास/वेखल्डांग वेग
एकसमान ठे वा, जेव्ा टॉि्श नोझल वेल्ड स्ॅटस्शने अडकते तेव्ा आक्ण
स्ॅटर स्पे वापरा.
कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.6.83 221