
Page 214 - Welder - TP - Marathi
P. 214
करामराचरा रिम (Job Sequence)
1 रेखाक्र्त्रानुर्ार शीट कापपून टाका.
2 ग्ाईंड आक्ण शीटकांच्ा कडा र्ौरर् करणे.
3 काब्चन स्ील वायर ब्रश आक्ण क्िक्लंर्द्ारे प्ेटयुर्र्ी पृष्ठभार् डीबर
करणे आक्ण स्वछि करणे.
4 रेखांकनानुर्ार र्पाट ल्थितीत क्नक्द्चष्ट रूट अंतरार्ह 90º वर कोपरा
जॉइंटच्ा स्वरूपात प्ेट A प्ेट B वर र्ेट करणे.
5 र्ंरषिणात्मक कपडे घाला.
6 टॉर््चला मशीनच्ा पॉक्िक्टव्ह टक्म्चनलशी जोडा.
7 90-100A करंट/र्ंबंक्धत वायर िीड रेट, 19 ते 2 आक्च व्होल्ेज र्ेट
करणे आक्ण क्डप ट्रान्सिर मोड वापरून रन जमा करणे. 12 अंडर कट टाळा.
8 आकृ ती 1 मध्े दाखवल्ाप्माणे लटॅप जॉइंटच्ा दोन्ी टोकांवर टटॅक 13 जास् क्वणकामामुळे प्ेटच्ा कडा क्वतळत नाहीत यार्ी खात्री करणे.
वे्डि करणे. (क्कमान 10 क्ममी लांबी). 14 प्ेटवरील कोपऱ्याच्ा वे्डिच्ा दुर्रयु या पायाच्ा अंर्ठ्ाला अंडर कट
9 वेल््डिंर् टेबलवर टटॅक वे्डिेड जॉब र्पाट/डाउनहँड ल्थितीत ठे वा. नर्ल्ार्ी खात्री करणे
10 एक कीहोल तयार करून र्ंयुक्त(जॉइंट) मध्े रन क्डपॉक्िट करा 15 स्ील वायर ब्रशने मणी/बीड स्वछि करणे
आक्ण पपूण्चप्वेश(पेनेट्रेशन)आक्ण प्ेटयुर्र्े र्ंलयन देखील क्मळवा. 16 अंडर कट, र्ल्छिद्ता, अर्मान मण्ांर्ी क्नक्म्चती, प्ेटर्ी धार
11 र्ांर्ल्ा पायार्ी लांबी आक्ण प्ेटयुर्र्े र्ंलयन र्ुक्नक्चित करणे. क्वतळलेली, क्वकृ ती आक्ण र्ांर्ल्ा मणी/बीड प्ोिाइलर्ाठी वे्डिेड
जॉइंटर्ी तपार्णी करणे.
कौशल् रिम (Skill Sequence)
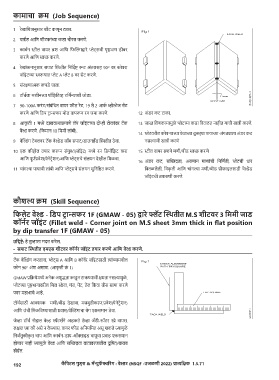
पफलेट वेल्ड - पडि ट्र रान्सफि 1F (GMAW - 05) द्रािे फ्ॅट ल्स्तीत M.S शीटवि 3 पममी जराड
कॉन्कि जॉइंट (Fillet weld - Corner joint on M.S sheet 3mm thick in flat position
by dip transfer 1F (GMAW - 05)
उपदिष्े: हे तुम्ाला मदत करेल.
• सिराट ल्स्तीत एमएस शीटवि कॉन्कि जॉइंट तयराि किणे आपण वेल्ड किणे.
टटॅक वेल््डिंर् करताना, प्ेटयुर् A आक्ण B कॉन्चर जॉइंटर्ाठी त्यांच्ामधील
कोन 90° अंश अर्ावा. (आकृ ती क्ं 1)
GMAW प्क्क्येमध्े अनेक अशुद्धता काढपू न टाकण्ार्ी षिमता नर्ल्ामुळे ,
प्ेटच्ा पृष्ठभार्ावरील क्मल स्े ल, र्ंज, पेंट, तेल क्कं वा ग्ीर् र्ाि करणे
िार महत्ार्े आहे.
टॉर््चर्ाठी आवश्यक मणी/बीड देखावा, मजबुतीकरण,प्वेश(पेनेट्रेशन)
आक्ण उंर्ी क्मळक्वण्ार्ाठी प्वार्/वेल््डिंर्ार्ा वेर् एकर्मान ठे वा.
जेव्हा टॉर््च नोिल वे्डि स्टॅटर््चने अडकते तेव्हा अँटी-स्टॅटर प्रे वापरा.
लषिात घ्ा की अर्े न के ल्ार्, वायर िीड अक्नयक्मत अर्पू शकते ज्ामुळे
क्नजयंतुकीकृ त र्ाप आक्ण काब्चन-डाय-ऑक्साइड वायपूर्ा प्वाह एकर्मान
होणार नाही ज्ामुळे वे्डि आक्ण र्ल्छिद्ता वातावरणातील दपू क्षत/खराब
होईल.
192 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.5.71