
Page 218 - Welder - TP - Marathi
P. 218
करामराचरा रिम (Job Sequence)
• 18 ते 21 व्होल् आक्ण 90 आक्ण 100 अँक्पअर, र्टॅर् प्वाह 8-10 LPM
क्मळक्वण्ार्ाठी पॉवर स्तोत आक्ण वायर िीडर र्मायोक्जत (ऍडजस्)
करणे.
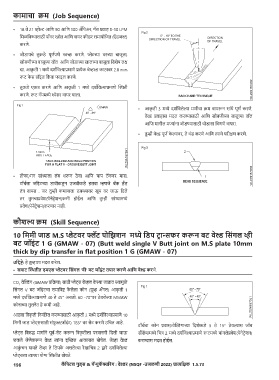
• जोडायर्े तुकडे पपूण्चपणे स्वछि करणे. प्ेटच्ा वरच्ा बाजपूला,
खोबणीच्ा बाजपूच्ा वॉल आक्ण जोडाच्ा खालच्ा बाजपूला क्वशेष लषि
द्ा. आकृ ती 1 मध्े दश्चक्वल्ाप्माणे प्त्येक बेव्ह्डि काठावर 2.0 mm
रूट िे र् ग्ॉइंड क्कं वा िाइल करणे.
• तुकडे एकत्र करणे आक्ण आकृ ती 1 मध्े दश्चक्वल्ाप्माणे ल्थिती
करणे. रूट र्टॅपमध्े स्ेर्र वायर घाला.
• आकृ ती 3 मध्े दश्चक्वलेल्ा मणीर्ा क्म वापरून र्ांधे पपूण्च करणे.
वे्डि प्वाहार् मदत करण्ार्ाठी आक्ण खोबणीच्ा बाजपूच्ा वॉल
आक्ण मार्ील मण्ांना जोडण्ार्ाठी थोडार्ा क्वणणे वापरा.
• तुम्ी वे्डि पपूण्च के ल्ावर, ते थंड करणे आक्ण त्यार्े परीषिण करणे.
• तोिा/र्न र्ांध्ाला लंब धरून ठे वा आक्ण र्ाप टटॅकवर मारा.
टॉर््चला जॉइंटच्ा डावीकडपू न उजवीकडे हलवा म्णजे बटॅक हँड
तंत्र वापरा . जर तुम्ी कमानाला डबक्ावर खपूप वर जाऊ क्दले
तर तुमर्ाप्वेश(पेनेट्रेशन)कमी होईल आक्ण तुम्ी र्ांध्ामध्े
प्वेश(पेनेट्रेशन)करणार नाही.
कौशल् रिम (Skill Sequence)
10 पममी जराड M.S प्ेटवि फ्ॅट िलोपिशन मध्े पडि ट्र रान्सफि करून बट वेल्ड पसंगल व्ी
बट जॉइंट 1 G (GMAW - 07) (Butt weld single V Butt joint on M.S plate 10mm
thick by dip transfer in flat position 1 G (GMAW - 07)
उपदिष्े: हे तुम्ाला मदत करेल.
• सिराट ल्स्तीत एमएस प्ेटवि पसंगल ‘वी’ बट जॉइंट तयराि किणे आपण वेल्ड किणे.
CO वेल््डिंर् (GMAW प्क्क्या) र्ाठी प्ेटयुर् बेव्हल के ल्ा जातात ज्ामुळे
2
क्र्ंर्ल V बट जॉइंटर्ा र्माक्वष्ट के लेला कोन (ग्पूव्ह अँर्ल) आकृ ती 1
मध्े दश्चक्वल्ाप्माणे 40 ते 45° अर्तो. 60 -70°वर ठे वलेल्ा MMAW
कोनाच्ा तुलनेत हे कमी आहे.
आडवा क्वकृ ती क्नयंक्त्रत करण्ार्ाठी आकृ ती 2 मध्े दश्चक्वल्ाप्माणे 10
क्ममी जाड प्ेटयुर्र्ाठी र्ंयुक्त(जॉइंट) 183° वर र्ेट करणे उक्र्त आहे.
टॉर््चर्ा कोन प्वार्/वेल््डिंर्ाच्ा क्दशेकडे 5 ते 15° ठे वल्ार् जॉब
प्ेटयुर् क्वरुद्ध मार्ा्चने पपूव्च-र्ेट करून क्वकृ तीला परवानर्ी क्दली जाऊ र्ीक्वें र्मध्े क्र्त्र 2 मध्े दश्चक्वल्ाप्माणे रूटमध्े र्ांर्लेप्वेश(पेनेट्रेशन)
शकते जेणेकरून वे्डि त्यांना इल्छित आकारात खेर्ेल. जेव्हा वे्डि करण्ार् मदत होईल.
आकुं र्न पावते तेव्हा ते क्ठपके अर्लेल्ा रेखाक्र्त्र 2 द्ारे दश्चक्वलेल्ा
प्ेटयुर्ला त्याच्ा योग् ल्थितीत खेर्ते.
196 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.5.73