
Page 210 - Welder - TP - Marathi
P. 210
करामराचरा रिम (Job Sequence)
1 रेखांकनानुर्ार शीट मशीनने कातरणे. 8 आकृ ती 1 प्माणे खाली अर्लेल्ा लटॅप जॉइंटच्ा दोन्ी टोकांवर टटॅक
वे्डि (क्कमान 3 क्ममी लांबी).
2 ग्ाईंड आक्ण शीटर्च्ा कडा र्ौरर् करणे.
9 टटॅक वे्डिेड क्जर् र्टॅनेलमध्े षिपैक्तज पातळीपार्पून 45 अंशांवर ठे वा
3 काब्चन स्ील वायर ब्रश आक्ण क्िक्लंर्द्ारे प्ेटयुर्र्ी पृष्ठभार् डीबर जेणेकरून वेल््डिंर् र्पाट / खाली हाताच्ा ल्थितीत करता येईल.
करणे आक्ण स्वछि करणे.
10 0.8 क्ममी डाय कॉपर लेक्पत माइ्डि स्ील क्िलर वायर वापरून आक्ण
4 रेखांकनानुर्ार प्ेट B वर प्ेट A ला लटॅपच्ा स्वरूपात र्ेट करणे.
ल्स््रंर्र बीड वेल््डिंर् तंत्र वापरून लटॅप जॉइंट वे्डि करणे.
5 र्ंरषिणात्मक कपडे घाला.
11 र्ांर्ल्ा पायार्ी लांबी आक्ण प्ेटयुर्र्े र्ंलयन र्ुक्नक्चित करणे.
6 टॉर््चला मशीनच्ा पॉक्िक्टव्ह टक्म्चनलशी जोडा.
12 अंडरकट टाळा.
7 90-100A करंट / र्ंबंक्धत वायर िीडरेट, 19 ते 2 आक्च व्होल्ेज र्ेट 13 जास् क्वणकाम के ल्ामुळे प्ेटच्ा कडा क्वतळत नाहीत यार्ी खात्री
करणे आक्ण क्डप ट्रान्सिर मोड वापरून रन जमा करणे.
करणे.
14 प्ेटवरील लटॅप वे्डिच्ा दुर्ऱ्या पायाच्ा अंर्ठ्ाला अंडरकट नाही
यार्ी खात्री करणे.
15 स्ील वायर ब्रशने मणी/बीड स्वछि करणे
16 अंडरकट, र्ल्छिद्ता, अर्मान मण्ांर्ी क्नक्म्चती, प्ेटर्ी धार
क्वतळलेली, क्वकृ ती आक्ण र्ांर्ल्ा मणी/बीड प्ोिाइलर्ाठी वे्डिेड
जॉइंटर्ी तपार्णी करणे.
कौशल् रिम (Skill Sequence)
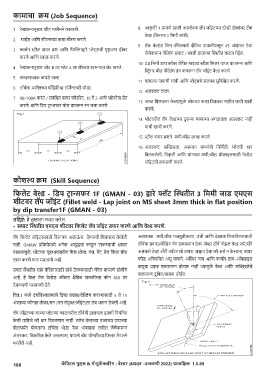
पफलेट वेल्ड - पडि ट्र रान्सफि 1F (GMAN - 03) द्रािे फ्ॅट ल्स्तीत 3 पममी जराड एमएस
शीटवि लॅि जॉइंट (Fillet weld - Lap joint on MS sheet 3mm thick in flat position
by dip transfer1F (GMAN - 03)
उपदिष्े: हे तुम्ाला मदत करेल.
• सिराट ल्स्तीत एमएस शीटवि पफलेट लॅि जॉइंट तयराि किणे आपण वेल्ड किणे.
लटॅप क्िलेट जॉइंटयुर्र्ाठी क्वरूपण अलाऊं र् देण्ार्ी क्शिारर् के लेली आवश्यक मणी/बीड मजबुतीकरण, उंर्ी आक्ण देखावा क्मळक्वण्ार्ाठी
नाही. GMAW प्क्क्येमध्े अनेक अशुद्धता काढपू न टाकण्ार्ी षिमता टॉर््चर्ा प्वार्/वेल््डिंर् वेर् एकर्मान ठे वा. जेव्हा टॉर््च नोिल वे्डि स्टॅटर््चने
नर्ल्ामुळे , प्ेटच्ा पृष्ठभार्ावरील क्मल स्े ल, र्ंज, पेंट, तेल क्कं वा ग्ीर् अडकते तेव्हा अँटी-स्टॅटर प्रे वापरा. लषिात ठे वा की अर्े न के ल्ार्, वायर
र्ाि करणे िार महत्ार्े आहे. िीड अक्नयक्मत अर्पू शकते. अल्थिर र्ाप आक्ण काब्चन-डाय-ऑक्साइड
वायपूर्ा प्वाह एकर्मान होणार नाही ज्ामुळे वे्डि आक्ण र्ल्छिद्तेर्े
र्पाट ल्थितीत र्ांधे वेल््डिंर्र्ाठी र्ांधे ठे वण्ार्ाठी र्टॅनेल वापरणे र्ोयीर्े वातावरण दपू क्षत/खराब होईल.
आहे. हे वे्डि टटॅक वे्डिेड जॉबला षिपैक्तज पातळीर्ह कोन 450 वर
ठे वण्ार्ी परवानर्ी देते.
क्र्त्र.1 मध्े दश्चक्वल्ाप्माणे क्दशा प्वार्/वेल््डिंर् करण्ार्ाठी 5 ते 15
अंशाच्ा कोनात तोिा/र्न /र्न र्ंयुक्त(जॉइंट)ला लंब धरून ठे वली आहे.
लटॅप जॉइंटच्ा वरच्ा प्ेटच्ा काठावरील टॉर््चर्ी हालर्ाल इतकी क्नयंक्त्रत
के ली पाक्हजे की धार क्वतळणार नाही. तर्ेर् वे्डिच्ा तळाच्ा पायाच्ा
बोटापययंत पोर्ताना टॉर््चला थोडा वेळ थांबवावा लार्ेल जेणेकरून
अंडरकट, क्वकक्र्त के ले अर्ल्ार्, पायार्े बोट योग्ररत्या क्िलर मेटलने
भरलेले आहे.
188 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.5.69