
Page 208 - Welder - TP - Marathi
P. 208
कौशल् रिम (Skill Sequence)
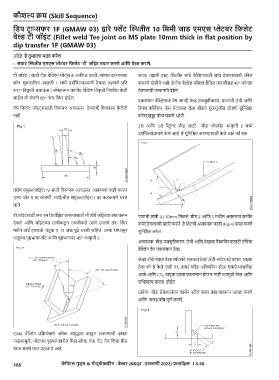
पडि ट्र रान्सफि 1F (GMAW 03) द्रािे फ्ॅट ल्स्तीत 10 पममी जराड एमएस प्ेटवि पफलेट
वेल्ड टी जॉइंट (Fillet weld Tee joint on MS plate 10mm thick in flat position by
dip transfer 1F (GMAW 03)
उक्दिष्टे: हे तुम्रालरा मदत किेल
• सिराट ल्स्तीत एमएस प्ेटवि पफलेट ‘टी’ जॉइंट तयराि किणे आपण वेल्ड किणे.
टी जॉइंट I र्ाठी टटॅक वेल््डिंर् प्ेटयुर् A आक्ण B र्ाठी, त्यांच्ा दरर्ानर्ा र्पाट (खाली हात) ल्थितीत र्ांधे वेल््डिंर्र्ाठी र्ांधे ठे वण्ार्ाठी र्टॅनेल
कोन र्ुरुवातीला आकृ ती 1 मध्े दश्चक्वल्ाप्माणे ठे वावा (म्णजे प्क्त वापरणे र्ोयीर्े आहे. हे टटॅक वे्डिेड जॉबला षिपैक्तज पातळीर्ह 45º कोनात
रन1º क्वकृ ती अलाऊं र् ) जेणेकरून कोनीय वेल््डिंर् क्वकृ ती क्नयंक्त्रत के ली ठे वण्ार्ी परवानर्ी देईल.
जाईल जी शेवटी 90º नंतर ल्थिर होईल.
एकर्मान वेल््डिंर्ार्ा वेर् अर्दी वे्डि मजबुतीकरण, मण्ांर्ी उंर्ी आक्ण
लटॅप क्िलेट जॉइंटयुर्र्ाठी क्वरूपण अलाऊं र् देण्ार्ी क्शिारर् के लेली ररपल िॉममेशन, बेर् मेटलर्ह वे्डि बीडर्े र्ुळर्ुळीत जोडणे र्ुक्नक्चित
नाही. करेल.खड्ा योग् प्कारे भरणे.
2रा आक्ण 3रा ल्स््रंर्र बीड र्ाठी बीड प्ेर्मेंट आकृ ती 3 मध्े
दश्चक्वल्ाप्माणे के ले आहे. हे र्ुक्नक्चित करण्ार्ाठी के ले जाते की एक
तर्ेर् र्ंयुक्त(जॉइंट) IV र्ाठी क्वरूपण अलाऊं र् आवश्यक नाही कारण
उभ्ा प्ेट B ला जोडणी मणी/बीड र्ंयुक्त(जॉइंट) I वर कडकपणे धरले
जाते.
टी जॉइंटर्ाठी रूट रन क्डपॉक्िट करण्ार्ाठी मी टॉर््च जॉइंटला लंब धरून पायार्ी लांबी (L) 10mm क्मळते. बीड 2 आक्ण 3 मधील अवतलता कमीत
ठे वतो आक्ण जॉइंटच्ा डावीकडपू न उजवीकडे (मार्े हातार्े तंत्र) ल्थिर कमी ठे वल्ार्ी खात्री करणे. हे थ्ोटर्ी आवश्यक जाडी (Fig 4) प्ाप् करणे
र्तीने टॉर््च हलवतो. बंदपू क 5-15 अंश पुढे धरली पाक्हजे. उभ्ा रेषेपार्पून र्ुक्नक्चित करेल.
धातपूच्ा पृष्ठभार्ापययंत आक्ण पृष्ठभार्ावर 45º आकृ ती 2.
आवश्यक बीड मजबुतीकरण, उंर्ी आक्ण देखावा क्मळक्वण्ार्ाठी टॉर््चर्ा
वेल््डिंर् वेर् एकर्मान ठे वा.
जेव्हा टॉर््च नोिल वे्डि स्टॅटर््चने अडकते तेव्हा अँटी-स्टॅटर प्रे वापरा. लषिात
ठे वा की हे के ले नाही तर, वायर िीड अक्नयक्मत होऊ शकतेअथिाक्पत
आक्च आक्ण CO वायपूर्ा प्वाह एकर्मान होणार नाही ज्ामुळे वे्डि आक्ण
2
र्ल्छिद्ता खराब होईल.
प्त्येक बीड ठे वल्ानंतर काब्चन स्ील वायर ब्रश वापरून स्वछि करणे
आक्ण काम/जॉब पपूण्च करणे.
GMA वेल््डिंर् प्क्क्येमध्े अनेक अशुद्धता काढपू न टाकण्ार्ी षिमता
नर्ल्ामुळे , प्ेटच्ा पृष्ठभार्ावरील क्मल स्े ल, र्ंज, पेंट, तेल क्कं वा ग्ीर्
र्ाि करणे िार महत्ार्े आहे.
186 कॅ पिटल गुड्स & मॅन्ुफॅ क्चरिंग : वेल्डि (NSQF -उजळणी 2022) प्रात्यपषिक 1.5.68