
Page 104 - Turner - 1st year- TP - Marathi
P. 104
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग (CG & M) व्याययाम 1.3.33
टर््नि (Turner) - टपर्िंग
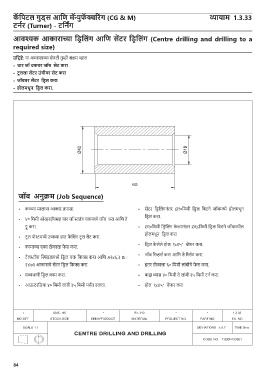
आवश्यक आकयाियाच्या पड्र पलंग आपि सेंटि पड्र पलंग (Centre drilling and drilling to a
required size)
उपदिष्े: या अभ्ासाच्ा शेवटी तुम्ी सक्षम व्ाल
• चयाि जॉ चकवि जॉि सेट किया
• टू ललया सेंटि उंचीवि सेट किया
• जॉिवि सेंटि पड्र ल किया
• होलमधूर् पड्र ल किया.
जॉि अर्ुक्रम (Job Sequence)
• कच्च्ा मालािा आकार तपासा. • सेंटर चड्र चलांगनांतर Ø१०चममी चड्र ल चबटने जॉबमध्े होलमधून
चड्र ल करा.
• ४० चममी ओव्रहलॅंगसह िार जॉ स्वतांत् िकमध्े जॉब धरा आचि ते
ट् रू करा. • Ø१०चममी चड्र चलांग के ल्ानांतर Ø१८चममी चड्र ल चबटने जॉबमधील
होलमधून चड्र ल करा
• टू ल पोस्टमध्े उजव्ा हात फे चसांग टू ल सेट करा.
• कामाच्ा एका टोकाला फे स करा. • चड्र ल के लेले होल १x४५° िेंफर करा.
• जॉब ररव्स्य करा आचि ते ररसेट करा.
• टेलस्टॉक स््पिांडलमध्े चड्र ल िक चफक्स करा आचि A२x६.३ IS :
२४७३ आकारािे सेंटर चड्र ल चफक्स करा. • इतर टोकाला ६० चममी लाांबीिे फे स करा.
• मध्भागी चड्र ल काम करा. • बाह्य व्ास ४० चममी ते लाांबी २५ चममी टन्य करा.
• आऊटरचडया ४० चममी लाांबी ३५ चममी पययंत वळवा. • होल १x४५° िेंफर करा
84