
Page 103 - Turner - 1st year- TP - Marathi
P. 103
कौशल् अर्ुक्रम (Skill sequence)
उजवया हयात फे पसंग टू ल सह कयाम फे पसंग - िूि्न किया (Finish-facing the work with a right
hand facing tool)
उपदिष्: हे तुम्ाला मदत करेल
• उजवया हयात फे पसंग टू ल सह कयाम फे पसंग - िूि्न किया
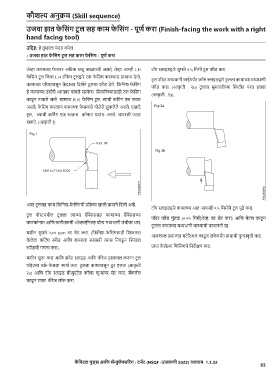
जेव्ा कामाच्ा फे सवर अचधक धातू काढायिी असते, तेव्ा आम्ी L.H टॉप स्ाइडद्ारे सुमारे ०.५ चममी टू ल फीड करा.
फे चसांग टू ल चकां वा L.H रचफां ग टू लद्ारे रफ फे चसांग करण्ास प्राधान्य देतो, टू ल पॉइांट मध्भागी जाईपययंत क्रॉस स्ाइडद्ारे टू लला कामाच्ा मध्भागी
कामाच्ा पररघापासून कें द्ाच्ा चदशेने टू लला फीड देिे. चफचनश-फे चसांग फीड करा. (आकृ ती . २b) टू लला सुरुवातीच्ा स्थितीत परत हलवा
हे कामाच्ा दश्यनी भागावर िाांगले सरफे स चमळचवण्ासाठी रफ फे चसांग (आकृ ती . २a).
काढू न टाकले जाते. सामान्य R.H. फे चसांग टू ल, त्ािी कचटांग एज सरळ
असते, फे चसांग करताना कामाच्ा फे सकडे थोडेसे िुकलेले असते. एखादे
टू ल, ज्यािी कचटांग एज स्वतः ि कोनात ग्ाउांड असते, वापरली जाऊ
शकते. (आकृ ती १)
अशा टू लसह काम चफचनश-फे चसांगिी प्रचक्रया खाली क्रमाने चदली आहे.
टॉप स्ाइडद्ारे कामाच्ा आत आिखी ०.५ चममीने टू ल पुढे करा.
टू ल पोस्टमधील टू लला त्ाच्ा ऍस्क्सससह कामाच्ा ऍस्क्ससच्ा पॉवर फीड गुांतवा (०.०५ चममी/रेव्. वर सेट करा) आचि मेटल काढू न
काटकोनात आचि कमीतकमी ओव्रहलॅंगसह योग्य मध्भागी उांिीवर धरा.
टू लला कामाच्ा मध्भागी जाण्ािी परवानगी द्ा.
मशीन सुमारे ५०० rpm वर सेट करा. (चफचनश-फे चसांगसाठी चशफारस आवश्यक प्रमािात मटेररअल काढू न टाके पययंत क्रमािी पुनरावृत्ी करा.
के लेला कचटांग ्पिीड आचि कामािा सरासरी व्ास चनवडू न स््पिांडल
्पिीडिी गिना करा). प्राप्त के लेल्ा चफचनशिे चनरीक्षि करा.
मशीन सुरू करा आचि क्रॉस स्ाइड आचि कॅ रेज हालिाल करून टू ल
पॉइांटला वक्य -फे सला ्पिश्य करा. टू लला कामापासून दू र हलवा (आकृ ती
२a) आचि टॉप स्ाइड ग्ॅज्युएटेड कॉलर शून्यावर सेट करा, बॅकलॅश
काढू न टाका. कॅ रेज लॉक करा.
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : टर््नि (NSQF -उजळिी 2022) व्याययाम 1.3.32 83