
Page 342 - Fitter - 1st Year - TP - Marathi
P. 342
कौशल् क्रम (Skill sequence)
लेथवि ्निपलिंग Knurling on lathe
उपदिष्े: या व्यवसायाच्ा शेवटी, तुम्ी सक्षम व्ाल
• ्निपलिंगसाठी जॉब तयाि किा
• ्निपलिंगसाठी गती सेट किा
• टू ल िोस्टमध्े ्निपलिंग टू ल सेट किा
• ्निल्कच्ा आवश्यक ग्ेडचा वािि करू्नि जॉब ्निल्क किा.
चांगली पकड आशण दंडगोलाकार पृष्ठभागावर चांगले शदसण्ासाठी, घटकाचा क्रॉस-स्ाईड िँड व्ीलद्ारे जॉबच्ा पररघाशी संपक्न साधण्ासाठी नल्न
एक भाग नशलिंग के ला जातो. फीड करा आशण नल्न बनवा.
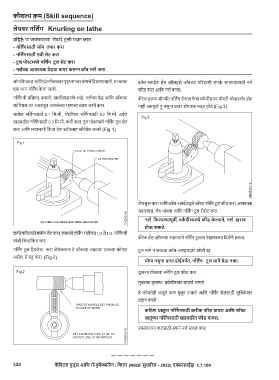
नशलिंगची प्रशक्रया, क्रमाने, खालीलप्रमाणे आिे. नल्नच्ा ग्ेड आशण जॉबच्ा कॅ रेज िलवा जोपयिंत नशलिंग रोलचा फे स वक्न पीसच्ा शेवटी ओव्रलॅप िोत
मटेररयल वर अवलंबून असलेल्ा भागाचा व्यास कमी करा. नािी ज्ामुळे ट् रू नमुना तयार िोण्ास मदत िोते (Fig 3)
बारीक नशलिंगसाठी 0.1 शम.मी., शमडीयम नशलिंगसाठी 0.2 शम.मी. आशण
खडबडीत नशलिंगसाठी 0.3 शम.मी. कमी करा. टू ल पोस्मध्ये नशलिंग टू ल सेट
करा आशण मध्यभागी शकं वा टेल स्ॉकसि संरेस्खत करारें (Fig 1)
ले्थ सुरू करा आशण क्रॉस-स्ाईडद्ारे जॉबत नशलिंग टू ल फीड करा. आवश्यक
असल्ास, ले्थ ्थांबवा आशण नशलिंग टू ल रीसेट करा.
्निल्क पफिवण्ािूववी, वक्क िीसमध्े फीड के ल्ा्निे, ्निल्क खिाब
होऊ शकते.
कमी गतीसाठी मशीन सेट करा, शक्यतो टशनिंग गतीच्ा 1/3 ते 1/4. नशलिंगची
लांबी शचन्ांशकत करा. कॅ रेज िँड व्ीलच्ा सिाय्ाने नशलिंग टू लला रेखांशाच्ा शदशेने िलवा.
नशलिंग टू ल ऍडजेस् करा जेणेकरून ते जॉबच्ा अक्षाच्ा उजव्या कोनात टू ल मागे न काढता क्रॉस-स्ाइडद्ारे खोली द्ा.
असेल; ते घट्ट करा. (Fig 2)
योग्य ्निमु्निा प्राप्त होईियिंत, ्निपलिंग टू ल मागे घेऊ ्निका.
दुसऱ्या टोकाला नशलिंग टू ल फीड करा.
मुबलक कू लण्ट वक्न पीसवर लावावे लागते.
िे कोणतेिी धातूचे कण धुवून टाकते आशण नशलिंग रोलसाठी लुशरिके शन
प्रदान करते.
कपठि धातूं्निा ्निपसिंगसाठी बािीक फीड वाििा आपि सॉफ्ट
धातूंच्ा ्निपसिंगसाठी खडबडीत फीड वाििा.
त्ानंतरच्ा कटसाठी रिशने नल्न स्वछि करा.
320 कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.7.100