
Page 341 - Fitter - 1st Year - TP - Marathi
P. 341
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग (C G & M) एक्सिसाईझ 1.7.100
पफटि (Fitter) - टप्नििंग
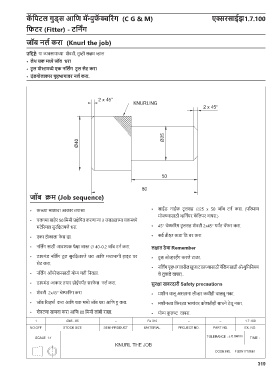
जॉब ्निल्क किा (Knurl the job)
उपदिष्े: या व्यवसायाच्ा शेवटी, तुम्ी सक्षम व्ाल
• लेथ चक मध्े जॉब धिा
• टू ल िोस्टमध्े एक ्निपलिंग टू ल सेट किा
• दंडगोलाकाि िृष्ठभागावि ्निल्क किा.
जॉब क्रम (Job sequence)
• कच्च्ा मालाचा आकार तपासा • साईड नाईफ टू लसि ∅25 x 50 जॉब टन्न करा. (पररमाण
मोजण्ासाठी व्शन्नयर कॅ शलपर वापरा.)
• चकच्ा बािेर 50 शममी प्रक्षेशपत करणाऱ्या 3 जबड्ाच्ा चकमध्ये
मटेररयल सुरशक्षतपणे धरा. • 45° चेम्फररंग टू लसि शेवटी 2x45° पयिंत चेंफर करा.
• एका टोकाला फे स द्ा. • सव्न तीक्षण कडा शड बर करा.
• नशलिंग साठी आवश्यक पेक्षा जास्त ∅ 40-0.2 जॉब टन्न करा. लक्षात ठे वा Remember
• डायमंड नशलिंग टू ल सुरशक्षतपणे धरा आशण मध्यभागी िाइट वर • टू ल ओव्रिँग करणे टाळा.
सेट करा.
• नशलिंग पृष्ठभागावरील खुणा टाळण्ासाठी पॅशकं गसाठी अ ॅल्ुशमशनयम
• नशलिंग ऑपरेशनसाठी योग्य गती शनवडा. चे तुकडे वापरा,.
• डायमंड आकार तयार िोईपयिंत सरफे स नल्न करा. सुिक्षा खबिदािी Safety precautions
• शेवटी 2x45° चेम्फररंग करा • मशीन चालू असताना लीव्र कधीिी चालवू नका.
• जॉब ररव्स्न करा आशण चक मध्ये जॉब धरा आशण ट् रू करा. • मशीनच्ा शफरत्ा भागांवर कोणतीिी साधने ठे वू नका.
• शेवटचा सामना करा आशण 80 शममी लांबी राखा. • योग्य कू लण्ट वापरा.
319