
Page 338 - Fitter - 1st Year - TP - Marathi
P. 338
कौशल् क्रम (Skill sequence)
मशीप्निंग स्टीलसाठी साइड कपटंग टू ल ग्ाइंपडंग (Grinding a side cutting tool for
machining steel)
उदिेश्य : यि आपकी मदद करेगा
• साइड कपटंग टू ल मशी्नि स्टीलमध्े बािीक किा.
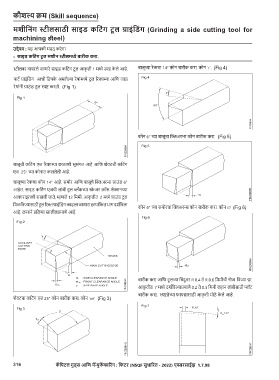
स्ीलवर वापरले जाणारे साइड कशटंग टू ल आकृ ती 1 मध्ये स्पष्ट के ले आिे. बाजूच्ा रेकचा 14° कोन बारीक करा. कोन ‘r’. (Fig 4)
पाट्न ग्ाइंशडंग आधी शठपके असलेल्ा रेषांमध्ये टू ल ररकाम्ा आशण जाड
रेषांनी ग्ाउंड टू ल स्पष्ट करतो. (Fig 1)
कोन 6° च्ा बाजूचा स्क्अरन्स कोन बारीक करा. (Fig 5)
बाजूची कशटंग एज ररकाम्ा काठाशी सुसंगत आिे आशण शेवटची कशटंग
एज 25° च्ा कोनात कललेली आिे.
बाजूच्ा रेकचा कोन 14° आिे. समोर आशण बाजूचे स्क्अरन्स ग्ाउंड 6°
आिेत. साइड कशटंग एजची लांबी टू ल ब्ँकच्ा स्के अर क्रॉस-सेक्शनच्ा
आकाराइतकी राखली जाते, म्णजे 12 शममी. आकृ तीत 2 मध्ये ग्ाउंड टू ल
शमळशवण्ासाठी टू ल ररक्त ग्ाइंशडंग काढला जाणारा छायांशकत भाग दश्नशवला कोन 6° च्ा समोरचा स्क्अरन्स कोन बारीक करा. कोन ∅ (Fig 6)
आिे. क्रमाने प्रशक्रया खालीलप्रमाणे आिे.
बारीक करा आशण टू लच्ा शबंदू वर R 0.4 ते R 0.6 शममीची नोज शत्रज्ा द्ा.
आकृ तीत 7 मध्ये दश्नशवल्ाप्रमाणे 0.2 ते 0.3 शममी लिान लांबीसाठी फ्ॅट
बारीक करा. स्पष्टतेच्ा फायद्ासाठी आकृ ती मोठे के ले आिे.
शेवटचा कशटंग एज 25° कोन बारीक करा. कोन ‘xn’ (Fig 3)
316 कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.7.98