
Page 243 - Fitter - 1st Year - TP - Marathi
P. 243
समान जाडीसाठी स्ट्ेट कट करण्ासाठी वापरता त्ापेक्षा कमी कचटांग
गती ठे वा.
कट स्ट्ेट रेषेत आहे आचि योग्य कोन राखण्ास सक्षम आहे याची खात्ी
करण्ासाठी कचटांग जॉबवर एक चकां वा अचधक स्ट्ेट बार चफक्स करा.
(चचत् 12)
बेव्ल कटची तपासिी: कापलेल्ा पृष्ठभागावर चचचपांग हातोडा आचि वायर
ब्रशने चचकटल्ास स््रॅग साफ करा आचि ग्रॅस कचटांग दोषाांची तपासिी
करा.
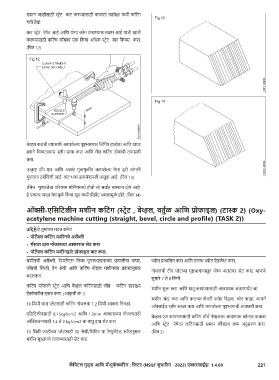
उत्ृ ष् टॉप एज आचि अत्ांत गुळगुळीत कापलेल्ा फे स द्ारे चाांगली
गुिवत्ा दश्यचवली जाते. कट भाग डायमेंशनली अचूक आहे. (चचत् 13)
ड्रॅमेज गुिवत्ेचा पररिाम गोचगांगमध्े होतो जो सवा्यत सामान्य दोष आहे.
हे एकतर जास्त वेगामुळे चकां वा खूप कमी प्रीहीट ज्ालामुळे होते. (चचत् 14)
ऑक्सी-एपसपटलीन मशीन कपटंग (स्ट्ेट , बेव्हल, वतु्कळ आपि प्रोफाइल) (टास्क 2) (Oxy-
acetylene machine cutting (straight, bevel, circle and profile) (TASK 2))
उपदिष्े:हे तुम्ाला मदत करेल
• िोटटेबल कपटंग मशीनिे असेंब्ी
• गॅसिा दाब नोजलच्ा आकािात सेट किा
• िोटटेबल कपटंग मशीनद्ािे प्रोफाइल कट किा.
मशीनची असेंब्ी, टेम्पलेट्स चकां वा पुनरुत्ादनाच्ा प्रिालीांचा वापर, ज्ोत प्रज्चलत करा आचि तट्थथ ज्ोत ऍडजेस् करा.
जॉबची ल््थथती, वेग श्ेिी आचि कचटांग नोझल मशीनच्ा प्रकारानुसार नोजलची टीप प्ेटच्ा पृष्ठभागापासून योग्य अांतरावर सेट करा, म्िजे
बदलतात.
सुमारे 7 ते 8 चममी.
कचटांग मचशनने स्ट्ेट आचि बेव्ल कचटांगसाठी जॉब कचटांग सारख्या मशीन सुरू करा आचि धातू कापण्ासाठी आवश्यक अांतरापययंत जा.
ऍक्सेसरीज एकत् करा. (आकृ ती क्ां 1)
मशीन ‘बांद’ करा आचि कटच्ा शेवटी ज्ोत चवझवा. प्ेट काढा, आयन्य
10 चममी जाड प्ेटसाठी कचटांग नोजलचा 1.2 चममी आकार चनवडा.
ऑक्साईड स््रॅग स्वच्छ करा आचि कापलेल्ा पृष्ठभागाची तपासिी करा.
एचसचटलीनसाठी 0.15kgf/cm2 आचि 1.2mm आकाराच्ा नोजलसाठी बेव्ल एज कापण्ासाठी कचटांग टॉच्य नोझलला आवश्यक कोनात वाकवा
ऑल्क्सजनसाठी 1.4 ते 2 kgf/cm2 चा वायू दाब सेट करा.
आचि स्ट्ेट रेषेवर कचटांगसाठी समान कौशल् क्म अनुसरि करा.
10 चममी जाडीच्ा प्ेटसाठी 50 सेमी/चमचनट या रेग्युलेटेड स्पीडनुसार (चचत् 2)
मशीन मुक्तपिे चालण्ासाठी सेट करा.
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.4.60 221