
Page 240 - Fitter - 1st Year - TP - Marathi
P. 240
• कापून घ्ायच्ा प्ेटच्ा जाडीनुसार नोजल चनवडा आचि त्ाचे • जॉब प्ेट 180° ने चफरवा आचि कचटांग नोजल 60° वर सेट करून 60°
चनराकरि करा. बेव्ल अँगल कट करा.
• ज्ा टट््रॅकवर कचटांग टॉच्य असेंब्ी युचनट बसवले आहे तो आचि • मशीनच्ा कचटांग युचनटची रेषीय हालचाल लि्रॅम्प वापरून रेलच्ा
वतु्यळाकार आचि प्रोफाइल टेम्पलेट्स स्वच्छ करा आचि त्ावर सहाय्ाने पकडा आचि वतु्यळ आचि प्रोफाइल कापण्ासाठी वापरल्ा
कोितीही घाि नाही याची खात्ी करा. जािार् या चपव्ोट ब्ॉकला जोडा.
• सुरुवातीचे लीव्र तपासा आचि ते तट्थथ ल््थथतीत असल्ाची खात्ी • आवश्यक व्यास चमळचवण्ासाठी चपव्ोट ब्ॉक सेट करा आचि
करा. मशीन टेबलवर त्ाचे चनराकरि करा.
• नोजलच्ा आकारानुसार ऑल्क्सजन आचि एचसचटलीनचा आवश्यक • कचटांग नोजल जॉब प्ेटला लांब सेट करा आचि ते प्रज्चलत करा आचि
दाब सेट करा. प्रीहीचटांग फ्लेम सेट करा.
• स्पीड कां टट्ोल डायलमध्े कट करायच्ा धातूच्ा जाडीनुसार आवश्यक • जेव्ा प्ेट लाल गरम होते, तेव्ा कचटांग ऑल्क्सजनचा प्रवाह उघडा
वेग सेट करा. आचि वतु्यळ कापून टाका.
• नोजल अशा हाइट वर ऍडजेस् करा की प्रीहीचटांग फ्लेमचा आतील • प्रोफाइल कचटांगसाठी, प्रोफाईलचे टेम्प्ेट मशीन टेबलवर जोडा आचि
शांकू कापल्ा जािार् या धातूच्ा पृष्ठभागापासून 3 चम.मी. कचटांग जॉब युचनट प्रोफाईल फॉलो करण्ासाठी बनवा.
• कचटांग मशीन सुरवातीच्ा चठकािी ठे वा. • कट सांपल्ानांतर मशीनच्ा सव्य हालचाली थाांबवा आचि ग्रॅस कट
• प्रज्चलत करा आचि तट्थथ ज्ोत सेट करा. के लेल्ा सव्य पृष्ठभागावरील स््रॅग काढा.
• ग्रॅस कट जॉब हाताळताना चचमटे वापरा.
• पुरेशा प्रीचहचटांगसाठी परवानगी द्ा आचि नांतर ऑल्क्सजनचा जेट ‘चालू’
करा. • कापताना चवतळलेला स््रॅग आचि कापल्ानांतर घट्ट झालेला गरम स््रॅग
• एकाच वेळी स्ट्ेट रेषेत कट करण्ासाठी कचटांग युचनटला योग्य गतीने टेबलच्ा खाली ठे वलेल्ा गोळा कुां डात पडेल याची खात्ी करा.
पुढे नेण्ासाठी मशीनला ‘चालू’ करा. • कचटांग कडा स््रॅगपासून स्वच्छ करा आचि ग्रॅस कचटांग दोषाांसाठी कट
• मशीन थाांबवा आचि कटच्ा शेवटी ल्स्वच तट्थथ ल््थथतीकडे टन्य . तपासा.
• कचटांग नोजल 30° कोनात सेट करा आचि स्ट्ेट रेषेच्ा कट प्रमािेच
बेवेल कट करा.
कौशल् क्रम (Skill Sequence)
ऑक्सी-एपसपटलीन हँड कपटंग स्ट्ेट आपि बेव्हल कट (Oxy-acetylene hand cutting
straight and bevel cut)
उपदिष्े:हे तुम्ाला मदत करेल
• गॅस कपटंग प्ांट सेट किा
• कपटंगसाठी जॉब सेट किा
• गॅस कपटंगसाठी कपटंग फ्ेम ऍडजेस् किा.
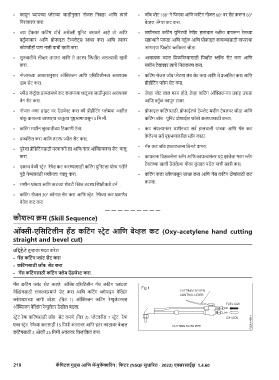
ग्रॅस कचटांग प्ाांट सेट करिे: ऑल्क्स-एचसचटलीन ग्रॅस कचटांग प्ाांटला
वेल््डिांगसाठी लावल्ाप्रमािे सेट करा आचि कचटांग ब्ोपाइप वेल््डिांग
ब्ोपाइपच्ा जागी जोडा. (चचत् 1) ऑल्क्सजन कचटांग रेग्युलेटरसह
ऑल्क्सजन वेल््डिांग रेग्युलेटर देखील बदला.
स्ट्ेट रेषा कचटांगसाठी जॉब सेट करिे (चचत् 2): प्ेटवरील 7 स्ट्ेट रेषा
एका स्ट्ेट रेषेच्ा कटसाठी 15 चममी अांतरावर आचि इतर काठावर बेव्ल
कचटांगसाठी 3 ओळी 25 चममी अांतरावर चचन्ाांचकत करा.
218 कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.4.60