
Page 241 - Fitter - 1st Year - TP - Marathi
P. 241
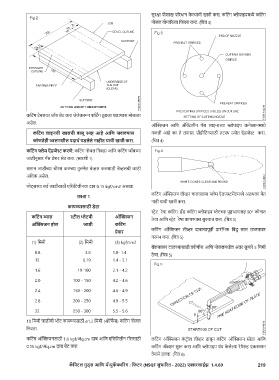
सुरक्षा पोशाख पररधान के ल्ाची खात्ी करा. कचटांग ब्ोपाइपमध्े कचटांग
नोजल योग्यररत्ा चफक्स करा. (चचत् 3)
कचटांग टेबलवर जॉब सेट करा जेिेकरून पाचटयंग तुकडा पडण्ास मोकळा
असेल. ऑल्क्सजन आचि अ्रॅल्क्टलीन ग्रॅस लाइन्सच्ा ब्ोपाइप कनेक्शनमध्े
कपटंग लाइनिी खालिी बाजू स्पष् आहे आपि जवळिास गळती आहे का ते तपासा. प्रीहीचटांगसाठी तट्थथ ज्ोत ऍडजेस् करा.
कोितेही ज्वलनशील िदार््क िडलेले नाहीत यािी खात्ी किा. (चचत् 4)
कपटंग फ्ेम ऍडजेस् कििे: कचटांग नोजल चनवडा आचि कचटांग जॉबच्ा
जाडीनुसार ग्रॅस प्रेशर सेट करा. (सारिी 1)
समान जाडीच्ा चौरस कटच्ा तुलनेत बेव्ल कटसाठी बेव्लची जाडी
अचधक असेल.
प्ेट्सच्ा सव्य जाडीसाठी एचसचटलीनचा दाब 0.15 kgf/cm2 असावा.
कचटांग ऑल्क्सजन लीव्र चालवताना फ्लेम ऍडजस्मेंटमध्े अडथळा येत
तक्ा 1
नाही याची खात्ी करा.
कािण्ासाठी डेटा
स्ट्ेट रेषा कचटांग: हँड कचटांग ब्ोपाइप प्ेटच्ा पृष्ठभागासह 90° कोनात
कपटंग व्ास स्ील प्ेटिी ऑल्क्सजन ठे वा आचि स्ट्ेट रेषा कापण्ास सुरुवात करा. (चचत् 5)
ऑल्क्सजन होल जाडी कपटंग
कचटांग ऑल्क्सजन लीव्र दाबण्ापूववी प्रारांचभक चबांदू लाल उष्णतावर
प्रेशि
गरम4 करा. (चचत् 5)
(1) चममी (2) चममी (3) kgf/cm2
ब्रॅकफायर टाळण्ासाठी वक्य पीस आचि नोजलमधील अांतर सुमारे 5 चममी
0.8 3.6 1.0- 1.4 ठे वा. (चचत् 5)
12 6.19 1.4 - 2.1
1.6 19-100 2.1 - 4.2
2.0 100 - 150 4.2 - 4.6
2.4 150 - 200 4.6 - 4.9
2.8 200 - 250 4.9 - 5.5
32 250 - 300 5.5 - 5.6
10 चममी जाडीची प्ेट कापण्ासाठी ø1.2 चममी (ओचफ्य स) कचटांग नोजल
चनवडा.
कचटांग ऑल्क्सजनसाठी 1.6 kgf/अq.cm दाब आचि एचसचटलीन ग्रॅससाठी कचटांग ऑल्क्सजन कां टट्ोल लीव्र दाबून कचटांग ऑल्क्सजन सोडा आचि
0.15 kgf/अq.cm दाब सेट करा. कचटांग अ्रॅक्शन सुरू करा आचि ब्ोपाइप पांच के लेल्ा रेषेसह एकसमान
वेगाने हलवा. (चचत् 6)
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.4.60 219