
Page 232 - Fitter - 1st Year - TP - Marathi
P. 232
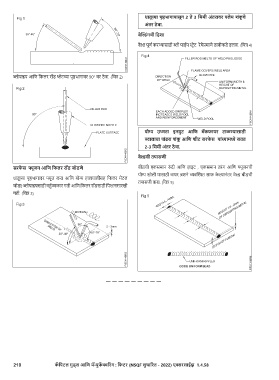
धातूच्ा िृष्ठभागािासून 2 ते 3 पममी अंतिावि फ्ेम शंकू िे
अंति ठे वा.
वेल््डिंगिी पदशा
वे्डि पूि्य करण्ासाठी ब्ो पाईप स्ट्ेट रेषेप्रमािे डावीकडे हलवा. (चचत् 4)
ब्ोपाइप आचि चफलर रॉड प्ेटच्ा पृष्ठभागावर 90° वर ठे वा. (चचत् 2)
योग्य उष्णता इनिुट आपि बॅकफायि टाळण्ासाठी
ज्वालािा िांढिा शंकू आपि शीट सिफे स यांच्ामध्े सतत
2-3 पममी अंति ठे वा.
वे्डििी तिासिी
बीडची एकसमान रुां दी आचि हाइट , एकसमान तरांग आचि फ्ूजनची
सिफे स फ्ूजन आपि पफलि िॉड जोडिे
योग्य खोली यासाठी वायर ब्रशने व्यवल््थथत साफ के ल्ानांतर वे्डि बीडची
धातूच्ा पृष्ठभागावर फ्ूज करा आचि योग्य हालचालीांसह चफलर मेटल
जोडा; ब्ोपाइपसाठी वतु्यळाकार गती आचि चफलर रॉडसाठी चपस्नसारखी तपासिी करा. (चचत् 5)
गती. (चचत् 3)
210 कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.4.58