
Page 231 - Fitter - 1st Year - TP - Marathi
P. 231
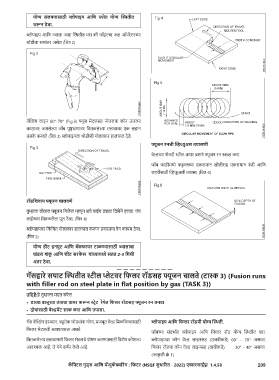
योग्य संलयनासाठी ब्ोिाइि आपि ज्ोत योग्य ल््थर्तीत
धरून ठे वा.
ब्ोपाइप आचि ज्ाला अशा ल््थथतीत धरा की जॉइांटचा अक्ष ऑपरेटरच्ा
बॉडीला समाांतर असेल (चचत् 2)
वेल््डिांग लाइन 60°-70° (Fig.3) फ्ूज मेटलसह नोजलचा कोन उजव्या
काठावर असलेल्ा जॉब पृष्ठभागावर चवतळलेल्ा तलावावर एक लहान
डबके बनवते (चचत् 3) ब्ोपाइपला थोडीशी गोलाकार हालचाल देते.
फ्ूजन िनिी ल्व्हज्ुअल तिासिी
वे्डिच्ा शेवटी स्ील-वायर ब्रशने फ्ूजन रन स्वच्छ करा.
जॉब जाडीमध्े फ्ूजनच्ा एकसमान खोलीसह एकसमान रुां दी आचि
लहरीांसाठी ल्व्जुअली तपासा. (चचत् 6)
िॉडपशवाय फ्ूजन िालविे
तुम्ाला लोकल फ्ूजन चमळे ल म्िून ब्ो पाईप डाव्या चदशेने हलवा. पांच
लाईनवर चवतळलेला पूल ठे वा. (चचत् 4)
ब्ोपाइपवर चकां चचत गोलाकार हालचाल करून प्रवासाचा वेग कायम ठे वा.
(चचत् 5)
योग्य हीट इनिुट आपि बॅकफायि टाळण्ासाठी ज्वालािा
िांढिा शंकू आपि शीट सिफे स यांच्ामध्े सतत 2-3 पममी
अंति ठे वा.
गॅसद्ािे सिाट ल््थर्तीत स्ील प्ेटवि पफलि िॉडसह फ्ूजन िालते (टास्क 3) (Fusion runs
with filler rod on steel plate in flat position by gas (TASK 3))
उपदिष्े:हे तुम्ाला मदत करेल
• डाव्ा बाजूच्ा तंत्ािा वािि करून स्ट्ेट िेषेत पफलि िॉडसह फ्ूजन िन बनवा
• दोषांसाठी वे्डिमेंट साफ किा आपि तिासा.
ग्रॅस वेल््डिांग दरम्ान, बहुतेक जोड्ाांना योग्य, मजबूत वे्डि चमळचवण्ासाठी ब्ोिाइि आपि पफलि िॉडिी योग्य ल््थर्ती.
चफलर मेटलची आवश्यकता असते.
जॉबच्ा सांदभा्यत ब्ोपाइप आचि चफलर रॉड योग्य ल््थथतीत धरा.
चवतळलेल्ा तलावामध्े चफलर मेटलचे पोषि करण्ासाठी चवशेष कौशल् ब्ोपाइपचा कोन वे्डि लाइनसह (उजवीकडे) 60° - 70° असावा.
आवश्यक आहे, जे येथे वि्यन के ले आहे. चफलर रॉडचा कोन वे्डि लाइनसह (डावीकडे) 30° - 40° असावा.
(आकृ ती क्ां 1)
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.4.58 209