
Page 229 - Fitter - 1st Year - TP - Marathi
P. 229
• Ø1.6mm चा सौम् स्ील कॉपर लेचपत (C.C.M. S.) चफलर रॉड • ब्ोपाइप आचि चफलर रॉडच्ा चपस्न सारखी हालचाल करून पांच
चनवडा. के लेल्ा रेषेसह एकसमान गतीने डावीकडे हलवा.
• सुरक्षा पोशाख घाला आचि तट्थथ ज्ोत लावा. बीड हाइट आपि रुं दीमध्े समान िीतीने तयाि किण्ासाठी
• ब्ोपाइपला 60° - 70° च्ा कोनात शीटच्ा चिचद्त रेषेवर धरा आचि पवतळलेल्ा तलावामध्े िुिेसा िॉड घाला.
उजव्या हाताच्ा काठावर एक लहान चवतळलेला पूल बनवा. बीडिा आकाि आपि आवश्यक प्रवेश पनयंपत्त किण्ासाठी
पफलि िॉडसह प्रवासािा दि समन्वपयत किा.
जॉब िृष्ठभागािासून 2.0 ते 3.0 पममी अंति ठे वा.
• डाव्या काठावर थाांबा, ज्ोत चवझवा आचि नोजल थांड करा.
• चफलर रॉड डाव्या हातात धरा, चवतळलेल्ा तलावाजवळ वे्डिच्ा रेषेने
30°-40° च्ा कोनात चनददेशचशत करा. • वे्डि सरफे स स्वच्छ करा. वे्डि बीडची सम तरांग आचि एकसमान
रुां दी/हाइट ची तपासिी करा.
• चफलर रॉडचा शेवट चवतळलेल्ा पूलमध्े बुडवा आचि वे्डि बीड
तयार करण्ासाठी जॉब पृष्ठभागावर चफलर मेटल घाला. • जोपययंत तुम्ाला चाांगले पररिाम चमळत नाहीत तोपययंत एक्सरसाइज
पुनरावृत्ी करा.
कौशल् क्रम (Skill Sequence)
गॅस वेल््डिंगसाठी ऑक्सी-एपसपटलीन ज्वाला प्रज्वपलत किा, सेट किा आपि पवझवा
(टास्क 1) (Ignite, setup and extinguish oxy-acetylene flame for gas welding
(TASK 1))
उपदिष्े:हे तुम्ाला मदत करेल
• गॅस वेल््डिंगसाठी ऑक्सी-एपसपटलीन फ्ेम योग्यरित्ा प्रज्वपलत किा, सेट किा आपि पवझवा
• जॉब र्ांबवण्ासाठी ऑक्सी-एपसपटलीन प्ांट बंद किा.
ज्ोत प्रकाश
िेग्युलेटिवि दाब सेट किताना, अिूक सेपटंगसाठी ब्ोिाइि
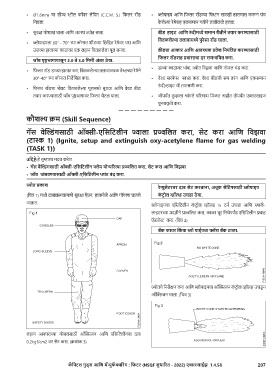
(चचत् 1) मध्े दाखवल्ाप्रमािे सुरक्षा ऍप्रन, हातमोजे आचि गॉगल्स घातले कं टट् ोल व्हॉल्वव्ह उघडा ठे वा.
जातात. ब्ोपाइपचा एचसचटलीन कां टट्ोल व्ॉल्वव् ¼ टन्य उघडा आचि स्पाक्य -
लाइटरच्ा मदतीने प्रज्चलत करा. काळा धूर चनघेपययंत एचसचटलीन प्रवाह
ऍडजेस् करा. (चचत् 2)
बॅक फायि पकं वा ब्ो िाईििा फ्ॅश बॅक टाळा.
ज्ोतचे चनरीक्षि करा आचि ब्ोपाइपचा ऑल्क्सजन कां टट्ोल व्ॉल्वव् उघडू न
ऑल्क्सजन घाला. (चचत् 3)
लहान आकाराच्ा नोजलसाठी ऑल्क्सजन आचि एचसचटलीनचा दाब
0.2kgf/cm2 वर सेट करा. (क्माांक 3)
कॅ पिटल गुड्स आपि मॅन्ुफॅ क्चरिंग : पफटि (NSQF सुधारित - 2022) एक्सिसाईझ 1.4.58 207