
Page 16 - Welder - TP - Kannada
P. 16
ಕಲ್ಕೆ / ಮೌಲ್್ಯ ಮ್ಪನ ಫಲ್ತಾಿಂಶ
ಈ ಪುಸ್ತು ಕ್ವನು್ನ ಪೂಣ್ಡಿಗೊಳಿಸ್ದ್ ನಂತರ ನಿಮಗೆ ಸಾಧ್ಯಾ ವಾಗುತತು ದೆ
ಕ್ರ . ಸಂ. ಕಲ್ಕೆಯ ಫಲ್ತಾಿಂಶ ಅಭಾ್ಯ ಸ ಸಂಖ್್ಯ
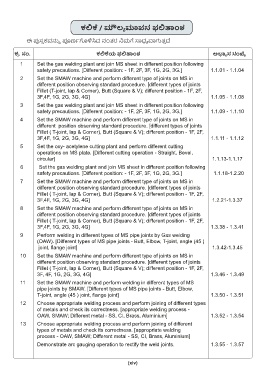
1 Set the gas welding plant and join MS sheet in different position following
safety precautions. [Different position: - 1F, 2F, 3F, 1G, 2G, 3G.] 1.1.01 - 1.1.04
2 Set the SMAW machine and perform different type of joints on MS in
different position observing standard procedure. [different types of joints
Fillet (T-joint, lap & Corner), Butt (Square & V); different position - 1F, 2F,
3F,4F, 1G, 2G, 3G, 4G] 1.1.05 - 1.1.08
3 Set the gas welding plant and join MS sheet in different position following
safety precautions. [Different position: - 1F, 2F, 3F, 1G, 2G, 3G.] 1.1.09 - 1.1.10
4 Set the SMAW machine and perform different type of joints on MS in
different position observing standard procedure. [different types of joints
Fillet ( T-joint, lap & Corner), Butt (Square & V); different position - 1F, 2F,
3F,4F, 1G, 2G, 3G, 4G] 1.1.11 - 1.1.12
5 Set the oxy- acetylene cutting plant and perform different cutting
operations on MS plate. [Different cutting operation - Straight, Bevel,
circular] 1.1.13-1.1.17
6 Set the gas welding plant and join MS sheet in different position following
safety precautions. [Different position: - 1F, 2F, 3F, 1G, 2G, 3G.] 1.1.18-1.2.20
7 Set the SMAW machine and perform different type of joints on MS in
different position observing standard procedure. [different types of joints
Fillet ( T-joint, lap & Corner), Butt (Square & V); different position - 1F, 2F,
3F,4F, 1G, 2G, 3G, 4G] 1.2.21-1.3.37
8 Set the SMAW machine and perform different type of joints on MS in
different position observing standard procedure. [different types of joints
Fillet ( T-joint, lap & Corner), Butt (Square & V); different position - 1F, 2F,
3F,4F, 1G, 2G, 3G, 4G] 1.3.38 - 1.3.41
9 Perform welding in different types of MS pipe joints by Gas welding
(OAW). [Different types of MS pipe joints - Butt, Elbow, T-joint, angle (45 )
joint, flange joint] 1.3.42-1.3.45
10 Set the SMAW machine and perform different type of joints on MS in
different position observing standard procedure. [different types of joints
Fillet ( T-joint, lap & Corner), Butt (Square & V); different position - 1F, 2F,
3F, 4F, 1G, 2G, 3G, 4G] 1.3.46 - 1.3.49
11 Set the SMAW machine and perform welding in different types of MS
pipe joints by SMAW. [Different types of MS pipe joints - Butt, Elbow,
T-joint, angle (45 ) joint, flange joint] 1.3.50 - 1.3.51
12 Choose appropriate welding process and perform joining of different types
of metals and check its correctness. [appropriate welding process -
OAW, SMAW; Different metal - SS, CI, Brass, Aluminium] 1.3.52 - 1.3.54
13 Choose appropriate welding process and perform joining of different
types of metals and check its correctness. [appropriate welding
process - OAW, SMAW; Different metal - SS, CI, Brass, Aluminium]
Demonstrate arc gauging operation to rectify the weld joints. 1.3.55 - 1.3.57
(xiv)