
Page 128 - Welder(Pipe) - TP - Hindi
P. 128
काय का म (Job Sequence)
• गैस ने ेट “C” को ड ाइंग के अनुसार आकार म काट द • िपघले ए धातु और ैग को िशिथल होने से बचाने के िलए इले ोड
को िपंग की ि या द ।
• चौकोर िकनारे तैयार कर ।
• एक िचिपंग हैमर से िड ैग कर और िवशेष प से वे के पैर की
• ेट C की सपाट सतह और िकनारों को साफ कर ।
उंगिलयों पर एक तार श के साथ जॉइ और मनका को अ ी तरह
• अ ास सं ा के तहत पहले से ही वे िकए गए T िफलेट जॉइ को से साफ कर ।
ल ।
ैिगंग करते समय च े का योग कर ।
• जॉब ड ाइंग म िदखाए अनुसार लैप ाइंट बनाने के िलए T िफलेट
ाइंट के ेट B के िनचले िह े के साथ ेट C को अ े / प • एक 4mm ास का म म लेिपत MS इले ोड चुन और 150 से
कर । लैिपंग दू री 25 mm होनी चािहए। 160 amp करंट सेट कर ।
• एक 3.15 mm ास का म म लेिपत MS इले ोड चुन और 110 • शॉट आक और वीिवंग मोशन के साथ दू सरा रन जमा कर ।
amp करंट सेट कर । • वेव की गित और ऊपर की िदशा म आक की गित समान गित से होनी
• यिद वे ंग के िलए DC मशीन का उपयोग िकया जाता है तो इले ोड चािहए।
ऋणा क ुवीयता का उपयोग कर । • सुिनि त कर िक उिचत बीड ोफाइल के साथ सही िफलेट आकार
• वे ंग टेबल पर असे ल की गई जॉब को सेट कर और ेट C को ा हो और ेट बी का िकनारा िपघले नहीं। यह भी सुिनि त कर िक
उनके िसरों पर ेट B के साथ वे कर । नीचे की ेट सी पर वे के पैर की अंगुली पर कोई अंडरकट नहीं है।
• सुिनि त कर िक ेट B और C की सतह एक दू सरे के समानांतर ह • ग ा भरने के बाद वे ेड जोड़ को पोजीशनर से हटा द ।
और यह िक टैिकं ग के बाद उनके बीच कोई गैप नहीं है। • वायर श का उपयोग करके जोड़ को साफ कर और िकसी बाहरी
• ैग को हटाएं और वे ंग पॉिजशनर पर विट कल पोजीशन म जॉब दोष के िलए िनरी ण कर ।
िफ कर । वे ंग के दौरान आव क सुर ा सावधािनयों का
• ट रन को छोटी आक लंबाई के साथ और इले ोड को ब त मामूली पालन कर ।
वेव गित से जमा कर ।
कौशल म (Skill Sequence)
वट कल पोजीशन म 10mm मोटी MS ेट पर िफलेट लैप ाइंट (Fillet lap joint on MS plate
10mm thick in vertical position)
उ े : यह आपको सहायक होगा
• वट कल पोजीशन म 10 mm मोटी MS ेट पर िफलेट लैप ाइंट तैयार कर और वे कर ।
वट कल पोजीशन म लैप ाइंट को वे ंग करना हमेशा ेट के ऊपरी
िकनारे के जलने (िकनारे के िपघलने) की सम ा रही है। उिचत इले ोड
मैिनपुलेट का उपयोग करके इसे दू र िकया जा सकता है।
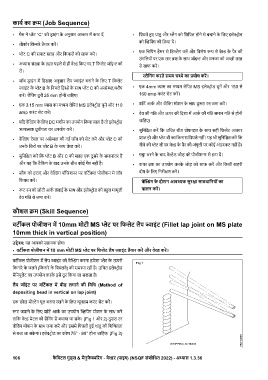
लैप जॉइंट पर विट कल म बीड लगाने की िविध (Method of
depositing bead in vertical on lap joint)
एक छोटा मो ेन पूल बनाए रखने के िलए ूनतम करंट सेट कर ।
ट जमाने के िलए शॉट आक का उपयोग िपंग मोशन के साथ कर
तािक वे मेटल को सैिगंग से बचाया जा सके । (Fig 1 और 2) दू सरा रन
वीिवंग मोशन के साथ जमा कर और इससे िपघली ई धातु की िशिथलता
से बचा जा सके गा। इले ोड का कोण 75° - 80° होना चािहए। (Fig 3)
106 कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.36