
Page 125 - Welder(Pipe) - TP - Hindi
P. 125
काय का म (Job Sequence)
• पाइपों को हैकसॉ से 77 mm लंबाई म काट और इसके अंितम वग को • पाइप के जोड़ को ॉकवाइज िदशा म घुमाएं तािक I खंड म पहले से
75 mm लंबाई म फ़ाइल कर । पाइप के बाहरी िकनारे को 30 - 35° बने ट रन का अंत 3 बजे की ित म आ जाए।
के कोण पर च फर कर और पाइप के िनचले िकनारे पर 1.5 mm का
• पहले सेगम ट के िलए िकए गए दू सरे ितमाही सेगम ट के िलए ट रन
ट फे स/ल ड छोड़ द ।
को वे करना जारी रख ।
• िडब रंग के बाद कटे ए पाइपों की अंदर और बाहर की सतहों को • इसी तरह, तीसरे और चौथे सेगम ट का ट रन पूरा कर ।
साफ कर ।
• पूरे ट रन के दौरान ट म एक कीहोल बनाकर ट बीड सुिनि त
• नंबर 5 आकार का नोज़ल िफ कर , 1.6mmø CCMS िफलर
कर ।
रॉड चुन और दोनों गैसों के िलए 0.15 kg/cm ेशर सेट कर ।
2
• ील वायर श से चलने वाली ट को साफ कर ।
• उिचत ट गैप के साथ कोए यल पाइप बट जॉइंट बनाने के िलए 2
पाइपों को एक एं गल या चैनल िफ चर पर सेट कर । • नंबर 7 आकार का नोज़ल िफ कर , 3mmø CCMS िफलर रॉड
चुन और 0.15 kg/cm गैस ेशर सेट कर ।
2
• आव क सुर ा सावधािनयों का पालन कर ।
• ूट ल ेम सेट कर और ोपाइप पर ह ी वेव का उपयोग करके
• ूट ल ेम सेट कर ।
दू सरा रन जमा करके V ूव भर तािक V और ट रन दोनों के फलक
• पाइपों के बीच 1.5 mm ट गैप रखते ए 3 ानों (120° के ठीक से ूज हो जाएं ।
अ ैग) म टैक वे कर ।
• उिचत बीड आकार, ोफ़ाइल और वे सु ढीकरण सुिनि त कर
• पाइप प रिध को चार खंडों म िवभािजत कर । पाइप को रता पर और साथ ही अंडरकट और अ वे दोषों से बच ।
ैितज प से रख ।
• जॉइ को साफ कर और बाहरी दोषों का िनरी ण कर ।
• उिचत ोपाइप और िफलर रॉड कोणों का उपयोग करके ट रन को
3 बजे की ित से 12 बजे की ित तक जमा कर । (I सेगम ट)
कौशल म (Skill Sequence)
1G (रोिलंग) ित म MS ेट ø 50 × 3 mm दीवार मोटाई पर रल पाइप वे ंग बट ाइंट
(Structural pipe welding butt joint on MS plate ø 50 × 3 mm wall thickness in
1G (Rolling) position)
उ े : यह आपको सहायक होगा
• 1G (रोिलंग) ित म MS ेट ø 50 × 3 mm दीवार मोटाई पर रल पाइप वे ंग बट जॉइ तैयार कर और वे कर ।
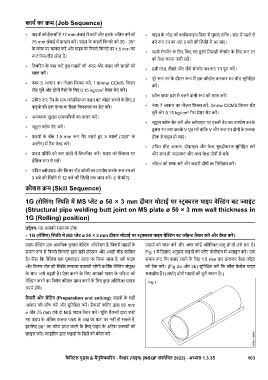
पाइप वे ंग एक अ िधक कु शल वे ंग ऑपरेशन है, िजसम पाइपों के पाइपों को साफ कर और अगर कोई अित र धातु हो तो उसे हटा द ।
समान प से िपघले िकनारों ारा सही संरेखण और अ ी बीड शािमल Fig 1 म िदखाए अनुसार पाइपों को ैट पोजीशन म अलाइन कर । एक
है। जैसा िक वे ंग एक घुमावदार सतह पर िकया जाना है, ो पाइप समान ट गैप बनाए रखने के िलए 1.5 mm तार डालकर वे जॉइंट
और िफलर रॉड की ित लगातार बदलती रहेगी ों िक वे ंग संयु को टैक कर । (Fig 2a और 2b) सुिनि त कर िक कील वे ेड पाइप
के साथ आगे बढ़ती है। ऐसा करने के िलए आपको पाइप के जॉइ को समा ीय ह । (अथा त् दोनों पाइपों की धुरी समान है।)
वे ंग करने का िवशेष कौशल ा करने के िलए कु छ अित र यास
करने होंगे।
तैयारी और सेिटंग (Preparation and setting): पाइपों के सही
आकार की जाँच कर और सुिनि त कर । हैकसॉ किटंग ारा 50 mm
ø और 75 mm लंबे दो M.S पाइप तैयार कर । चूंिक हैकसॉ ारा काटे
गए पाइप के अंितम फलक पाइप के अ पर 90° पर नहीं हो सकते ह ,
इसिलए 90° का कोण ा करने के िलए पाइप के अंितम फलकों को
फ़ाइल कर । फाइिलंग ारा पाइपों के िसरों को बेवेल कर
कै िपटल गुड्स & मैनुफै रंग - वे र (पाइप) (NSQF संशोिधत 2022) - अ ास 1.3.35 103